文:高述振
山东华盛中天机械集团股份有限公司
摘 要:针对普遍存在的压铸模容易老化、寿命较短的特点,指出选用优良的钢材制作是保证压铸模寿命的基本条件。合理设计铸件及压铸模、确保模具的加工质量、规范的热处理工艺、模具表面强化处理以及压铸模使用过程中规范的操作能延长压铸模寿命。我公司的压铸模长期使用这些方法后的统计结果表明:国产H13钢压铸模具使用寿命可从8万模次延长至12万模次左右,经济效益显著。
关键词:压铸模;模具钢;设计;加工;热处理;表面强化
0 引言
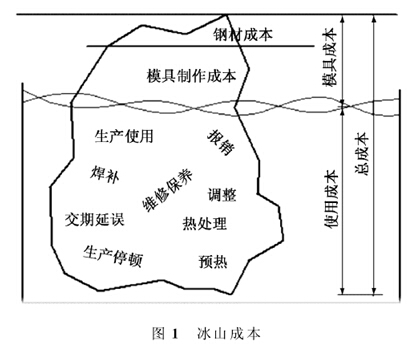
如何延长压铸模寿命一直是模具制造商和订货方最关注的问题。国外对模具经济效益分析的“冰山成本”如图1所示,模具的材料只占模具总成本的10%左右,但是选用优质模具钢来提高压铸模的使用寿命所产生的效益是非常显著的。近年来,合理的选择压铸模成形零件的材料逐渐得到广泛重视,另外对压铸模进行规范的热处理以及去应力保养、维护,注重使用过程中的操作规范等都对延长压铸模使用寿命有重要意义。
1 合理选用模具钢
选用优良的钢材进行制作是保证压铸模寿命的基本条件。自20世纪50年代起,国内普遍采用原苏联引进的3Cr2W8V热作模具钢,一般压铸1~2万模次型腔开始出现发丝状裂纹,压铸模寿命为5万模次左右。90年代从美国引进优良钢种H13(4Cr5MoSiV1),使用该钢制作模具加之严格的热处理工艺,所生产的压铸模使用寿命可达15~20万模次,是目前应用广泛的压铸模制作钢材。在以该钢种为基体的基础上延伸出多种近似钢号,如:国际标准化组织(ISO)的40CrMoV5;日本(JIS)的SKD61;韩国(KS)的STD61;德国(DIN)的X40CrMoV5-1;英国(BS)的BH13;俄罗斯的4X5MФ1C及一些商业牌号8407,QR90,GS-344M等。
H13钢是一种强硬兼有的空冷硬化型热作模具钢,主要特征如下:
(1)具有较高的淬透性和韧性;
(2)优良的抗热裂能力,在工作场合可直接水冷;
(3)具有中等耐磨性,可采用渗碳或渗氮工艺来 提高其表面硬度,但会略微降低抗热裂性能;
(4)因其含碳量较低,回火时二次硬化性能较差;
(5)在较高温度下具有抗软化能力(热硬性),但 使 用 温 度 高 于540℃时 硬 度 会 迅速下降;
(6)热处理过程中稳定性好,变形小;
(7)良好的切削加工性;
(8)中等抗脱碳能力。
H13钢的含碳量(质量分数)在0.5%以下,另含Cr、W、Mo、V等合金元素,钢中含Cr量为5.0%左右,它与其他碳化物形成的组织使钢材具有较高的淬透性和热硬性。因此,该钢在空冷条件下能够淬硬,其最大淬火硬度在55HRC左右。
2合理设计铸件及压铸模
铸件结构设计上的不合理,导致模具中存在细薄的截面(见图2)以及铸件壁厚不均匀(见图3),往往造成模具早期裂纹。斜度值设计得不合理会引起抽芯、开模后取件时的擦伤。型腔壁面交界处的倒角偏小会造成应力集中裂纹。在浇注系统的设计中,如流向、截面积、压射速度等控制不当,会造成对型腔或型芯的冲蚀。由于过于注重控制成本节约钢材,造成模具刚性不足,导致模具构件早期变形或断裂的情况也时有发生。因装配尺寸过紧,容易形成较大的预应力,在压铸生产过程中模具出现爆裂(见图4)。模具制造过程中各构件配合精度等级选择不当,压铸时铝液进入其中,使模具过早失去应有的精度。
在压铸模设计中,尽可能地减少镶拼,可以显著增强型腔整体的刚度。考虑到压铸模工作状况复杂恶劣,确保模具工作状态的热平衡非常重要。为了使模具的工作温度稳定,需要在动、定模上分别设计合理的冷却系统(见图5、图6)。在同一个生产周期内模具温度也经历骤升、骤降的变化,由于铸件壁厚存在差别,平衡温度一般控制在合金浇注温度的35%~45%。#p#分页标题#e#
3确保模具加工质量
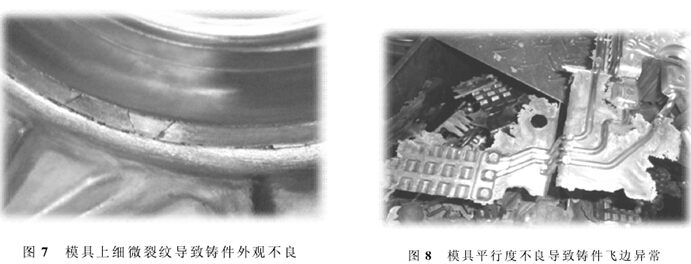
模具在磨削过程中产生的摩擦热,会引起表面出现磨削裂纹。此外由于磨削应力的存在,也会降低模具的抗热疲劳能力。型腔表面,特别是浇道表面粗糙处或型面有少量擦伤及划线痕迹处,都是潜在的
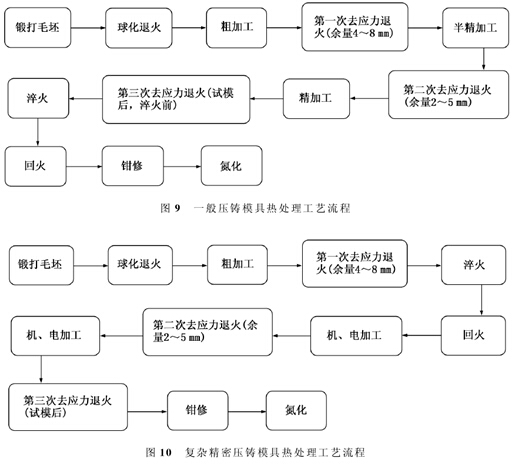
裂纹源。在使用电火花机床进行精加工过程中,由于局部高温形成表层下的回火区,该区的组织及化学成分与基体不同,硬度高,加上表面残余应力的存在,抛光处理不到位就可能在模具使用早期形成细微裂纹(见图7)。模具与压铸机之间的安装精度,包括平行度和垂直度,皆可能引起导向件的异常磨损或顶出困难,影响铸件外观(见图8)的同时造成压铸模的损伤。在热处理工艺规程安排上,淬火工序放在第一次去应力退火后可通过后续加工消除淬火变形及裂纹(见图9、图10)。
4合理规范热处理工艺
压铸模具的材料应具有较高的热强性和回火稳定性,这样才有可能获得高的热疲劳抗力和耐磨性。另外由于模具精度和复杂程度的不同,在热处理工艺规程安排上,淬火工序放在第一次去应力退火后可通过后续加工消除淬火变形及裂纹(见图9、图10)。
压铸锌、铝、镁合金时,压铸模与金属液接触部分的零件一般热处理硬度为44-48HRC,压铸铜合金时硬度为38-42HRC。压铸模使用前需经过消除应力处理。我公司使用H13材质作为模芯压铸模,一般5000-10000模次之间进行第一次去应力回火,以后每15000-20000模次进行一次去应力处理,去应力回火的温度比原回火温度低30-50。
5模具表面强化处理
表面强化处理是对材料表面施加极高的能量,使其发生物理—化学变化,以达到强化的目的。其主要特点是:工序简单,过程迅速,零件变形小,生产效率高。其中采用电火花表面强化工艺是一项减少表面冲蚀、防止金属与模面咬合、延长使用寿命的有效途径之一。表面强化处理过程中通过脉冲电路放电,使连接电路的正、负(金属工件)极做周期性的接触,引起气隙放电,形成火花与高温。在高温作用下,升华后的正极材料在工件表面完成重熔、沉积、扩散、化合及淬硬的过程,使被涂覆的工件表面形成一层成分均匀、结构致密并且硬度高的沉积层。沉积层与基体结合牢固、耐冲击、不易剥落,并且由于强化处理时工件处于冷态,放电点小,时间短,无退火及变形。我公司通过将2套经表面强化处理的模具与普通模具进行对比,无论在耐蚀性、耐热性还是耐磨性方面都表现出较好使用效果和较长的使用寿命,可延长模具使用寿命约1-2万模次。
6压铸模操作规范
6.1模具预热及保持热平衡
模具中应力的大小与模具中的温度梯度成正比,因此适当提高预热温度是非常有必要的。但是过高的预热温度使型腔表面材料的屈服强度降低,对模具抗热疲劳性能不利。此外模具在生产过程中,保持热平衡状态是延长模具寿命、提高生产效率和保障铸件致密性的重要手段。对于冷却水的使用必须是连续的,禁止在生产过程中突然打开或关闭冷却水。在操作过程中的节奏性和连续性,都可为保持模具最佳热平衡状态创造条件。
6.2模具涂料使用
涂料的使用对保护模具材料起到重要的作用。涂料未能均匀涂覆的地方往往就是侵蚀最严重的地方。涂料在喷涂到高温模腔中时,会产生很高的蒸汽压力,引起脱离和溅落,不易吸附于型面上充分润湿型面。最佳方案就是提高喷涂压力,使喷涂时液滴得到较高的动能,克服液滴的凝聚现象,到达均匀涂覆型面的目的。
6.3模具检修保养
定期对使用过程中的模具进行检修保养至关重要,在生产过程中由于支撑板、套板、抽芯机构、推出机构等的变形,以及紧固螺栓的松动都是导致模具早期破坏的重要原因。
6.4压铸模的安装与使用操作规范
(1)压铸模在使用前,首先阅读模具资料中附带的说明书和注意事项,了解模具的基本结构,尤其是模具上各个滑块的运动次序。
(2)新模具打开动、定模,擦净模具上的污物及锈蚀,检查型腔内壁有无抛光不彻底的地方;检查模具活动部分,如:滑块、推杆、复位杆等位置是否准确、有无倾斜现象,固定的零件有无相对窜动;检查型面、型芯、导柱、斜导柱和油缸等,不应有碰伤、凹痕、裂纹等缺陷。#p#分页标题#e#
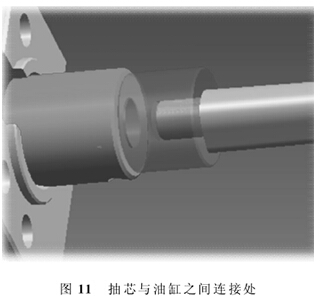
(3)接入冷却水,检查冷却水管路是否畅通,有无渗漏现象;检查油缸与滑块连接处(见图11)是否安装正确,结构可靠,动作灵活。
(4)使用前必须对模具进行预热,我公司一般使用灌装液化气,通过火焰喷枪加热模具。不允许合模直接浇入合金液进行加热,预热温度控制在180~220℃。
(5)拆卸模具上活动部分或小型芯时,只允许使用软的铜、铝、铅棒或橡皮榔头轻轻敲击,避免损伤模腔。
(6)模具长期不使用时,应清理模具上各处附着的铝皮,擦洗干净表面,零部件上涂覆防锈油。
(7)压铸至一定模次后,定期对模具进行去应力处理。
7结论
在延长压铸模寿命的所有因素中,选择优质的制作材料是基础,规范的热处理是关键,使用过程中及时有效地维护、保养是主要途径。通过控制影响压铸模寿命的多个因素,可以有效地发挥压铸模的性能,避免压铸模过早老化,延长压铸模寿命。