文:付英祥
一、铝屑处理工艺及自动化生产线
这条铝屑处理生产线由地下料仓与螺旋输送机、刮板输送机、铝屑粉碎机、铝屑烘干回转窑、磁选机、储料斗与螺旋输送机、喂料斗与螺旋喂料机、0.6吨/小时侧井式圆形铝屑熔化炉等设备组成(图1)。同时还配有供油供风系统、氩气精炼系统、水膜除尘系统和PLC电气自动控制系统。所有设备的开动、运行、停止实现程序控制和实时监控,机械化、自动化水平相当高。
铝屑处理的关键在于最大限度地减少铝屑的烧损,提高铝的实收率。使铝屑不直接接触火焰,浸泡在铝液中被铝液烫化,是减少铝屑烧损的基本要领。侧井式圆形铝屑熔化炉就是基于这一原理设计的。圆形炉内是保持室,侧井内暗渠是熔化室与保持室相通,在暗渠的一端装有铝液循环泵,另一端装有涡流器,当铝液循环泵旋转时,铝液在暗渠与保持室进行闭路循环,并在涡流器端产生旋涡,当铝屑落到旋涡里,被卷入到循环的铝液之中烫化进入保持室。
生产前主要有以下几步准备:
设备准备:检查确认铝屑生产线所有设备正常。
原辅材料准备:准备铝屑、低铁铝锭、镁锭、Al-Si10%、无毒精炼剂、除渣剂、O#柴油、高纯氩气、硅酸铝堵塞等。
生产工器具准备:准备铝液密度测定仪、电子秤、铝液转运包、运铝渣斗车、扒渣搅拌耙、清炉铲、取样勺等。
炉子升温:检查炉况完好具备生产条件后,便可点火升温。铝屑炉升温包括保持室升温和熔化室升温两部分,一般是先保持室升温,后熔化室升温。
保持室升温分两种情况:一是双休日后的炉子升温为5~6小时;二是长时间停炉后的炉子升温需要20小时。
熔化室升温是在铝屑投入位置安装升温烧嘴。操作顺序是将涡流循环装置提升起来,移到检修位置。再将铝屑喂料嘴移开。取出涡流调整板。取下铝屑熔化室烧嘴接头和配管接头的保护罩,与烧嘴接通。将烧嘴对准预热位置的防热罩孔中心安装好。将烧嘴空气蝶阀开到1/5左右,打开燃气开关按点火按钮。升温2~4小时,将气压调到100mm水柱进行升温,此后渐渐增加燃烧量和风量,将铝屑熔化室升到800℃。在投铝屑前将升温烧嘴撤掉。依次安装涡流循环装置、安装涡流调整板、铝屑喂料嘴。
铝屑生产工艺流程:保持室内加底液→铝屑前处理→铝屑熔化与保持→取样分析→化学成分调整→搅拌→取样分析→熔剂精炼→扒渣→放合金液→铝水包内氩气精炼→铝液密度检测→低压铸造
1.保持室加底液
保持室加底液有两种方式,一是直接加A356.2合金液。二是用原铝配制A356.2合金液。直接加A356.2合金液:保持室 升 温 后 , 将 炉 内 渣 滓 扒 净 , 炉膛温度设定为750℃,用铝水包从A356.2熔炼炉接铝液,用叉车把铝水包叉到铝屑炉前,再用天车吊着铝水包从铝屑炉授料斗将合金铝液注入到铝屑炉内,铝屑炉容量为6吨,炉内加底液量为2吨。用原铝配制A356.2合金液:按2吨 A356.2料量配料计算,得出A00铝锭、镁锭、工业硅的用量。备料后先熔铝,将铝锭加到保持室后开始升温,铝锭完全熔化后再熔硅,将铝液温度升到750℃加硅,关炉门熔化,每隔10~15分钟搅拌一次,连续搅拌3次,使化学成分均匀,取样前加镁,充分搅拌后取样分析,扒净表面浮渣,撒上覆盖剂。生产时把熔化室铝液温度设定为750℃,保持室内铝液温度设定为700℃,启动温度自动控制。铝屑炉在熔化室和保持室各有一支热电偶,铝液温度是通过温度传感器和PLC自动控制的。
2.铝屑前处理
向料仓内加入铝屑,按前处理设备启动按钮,前处理时铝屑的运行路线是:铝屑从料仓下口经螺旋输送机给到刮板输送机,再由刮板输送机给到铝屑粉碎机,把铝屑中混入的较重杂物沿管路甩出,掉入承接桶中。经过粉碎的铝屑从粉碎机下方排出,进入刮板输送机给入回转窑,在回转窑内温度为350℃,铝屑得到烘干处理。回转窑里的废烟气经过水膜除尘后排出。干燥的铝屑从回转窑尾端排出,进入刮板输送机给入磁选机,经过磁选机时铝屑中的螺母、螺栓、垫片、电焊条头、铁丝等,均被选出并沿着管壁下滑到承接桶里。纯净的铝屑从磁选机下口进入储料斗中,经储料斗下方的螺旋输送机给到刮板机,由刮板机输送到喂料斗里,再由喂料斗下方的螺旋输送机,通过喂料嘴把铝屑点入铝屑炉侧井暗渠的旋涡里。#p#分页标题#e#
3.铝屑熔化与保持
铝屑掉入侧井暗渠的旋涡里,立即被卷入到循环的铝液中熔化,进入铝屑炉的保持室。铝屑加入量的大小可通过调节板调节。随着铝屑的不断加入,保持室里的液位不断升高,当达到炉子容量时,由于液位检测棒的作用,控制柜面板的“液位上限”信号灯亮,自动停止铝屑的供给。
4.扒渣
铝屑熔化的过程中,由于铝液不停的循环流动,在保持室铝液上面产生不少浮渣,因此要把这些浮渣扒出。
5.取样分析
扒渣后进行取样分析。用取样勺在熔池中间熔体深度1/2处舀取铝液,倒入试样模中。待试样完全凝固冷却后,送到质检部进行化学成分分析。
6.化学成分调整
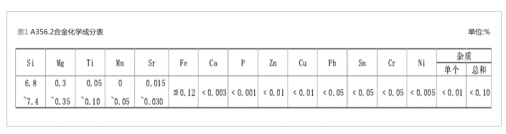
化学成分调整按A356.2合金化学成分标准进行,见表1。合金化学成分调整,是根据取样分析所发的化学成分分析报告,与合金化学成分标准表相对照,并通过计算,确定补料或者冲淡。
7.合金化学成分控制
A356.2合金是可热处理强化的铸造铝合金,合金主要强化相为Mg2Si,合金化学成分控制主成分硅按中上限7.0~7.2%,镁按上限0.34%控制,锶变质剂按中限0.025%控制,杂质成分铁按0.11%。
8.合金液的搅拌
化学成分调整时,每加一种合金元素,熔化后都要进行搅拌。将所有合金元素加完之后,取样作最终化学成分分析(取样操作同前)。
9.炉内熔剂精炼与扒渣
合金元素全部加完后进行炉内熔剂精炼。A356.2合金用无毒精炼剂精炼,精炼温度700℃,精炼剂用量2~3Kg/‰。
10.合金变质
A356.2合金采用Al-Sr5%中间合金变质。将铝锶中间合金放到炉门口预热后推进炉内熔体中,关上炉门熔化10~15分钟,打开炉门将搅拌耙预热后进行搅拌,5~10分钟后扒净表面浮渣,撒上覆盖剂后关闭炉门。
11.放铝液
在合金化学成分合格、精炼、变质之后可放铝液。铝水包加热后推动铝水包小车,对准铝屑炉铝流口,然后按流口堵塞打开按钮,待铝水包接近注满铝液时,将流口堵塞塞头清理干净,套上硅酸铝帽套,按流口堵塞关闭按钮。
12.铝液在浇包内氩气精炼
铝水包注满铝液后,将铝水包小车推到除气机附近,对位后将除气机旋转头对准铝水包之中,打开氩气阀使石墨转子插入到熔体中进行精炼,氩气纯度99.99%,精炼10~20分钟,将石墨转子提起并转到离开铝水包的位置,关闭氩气阀,精炼结束。
13.铝液密度检测
提取铝水包中放入铝液试样,使用密度检测仪测得铝液密度﹥2.3g/cm
3为合格。
14.运送铝液
铝液密度检测合格后运送至压铸机,供压铸铝合金压铸使用。
二、废杂铝生产工艺与实践
1. A356.2重熔锭水平铸造生产线
从国外引进的水平铸造生产线,由熔炼炉、中间罐、水平铸造结晶器、引锭头、辊道、牵引机、同步锯、铸锭打印机、码垛机、打捆机等组成,配有PLC控制系统、水冷却系统、温度控制系统等。
A356.2重熔铝锭生产工艺流程是:炉料分选→检斤备料→清炉→装炉→熔化→搅拌→取样分析→成分调整→取样分析→精炼→扒渣→合金变质→调整温度→给铸造水→打开流口供液→启动铸造机、同步锯→铸锭打印→铸锭锯切→铸锭码垛→铸锭打捆→质量检查→入库与 生 产 铝 屑 的 生 产 工 艺 不同,这里投的是废车轮毂及铸造合金 , 把 合 金 液 用 连 续 铸 造 机 铸 成80mm×80mm的合金锭,在铸造过程中同步锯将铸锭锯成700mm长的长条铸锭,之后码垛机将铸锭码成垛,最后由打包机将铸锭打成捆,整个操作过程均是由设备自动完成的。
2. 再生Al-Si合金锭生产工艺与生产线
Al-Si合金锭生产使用的铸铝废料结构复杂,有些是废铝组合件,与钢或铜镶嵌在一起,人力无法拆卸,因此使再生铝的生产工艺也变得比较复杂。
再生Al-Si合金铸锭生产工艺流程是:炉料预处理→过磅→装料架→加料→熔化→扒铁或铜→取样分析→化学成分调整→取样分析→精炼→扒渣→变质处理→调整温度→铸造→铸锭打印→铸锭码垛→入库
实际生产过程如下:
(1)保持室内配合金原液。投料前将保持室配合金原液15吨,同时将熔化室温度设定为800℃,保持室温度设定为750℃。
(2)加料。将炉料先装入料架中,再将料架推入四导轨翻斗式上料机中,启动上料机至上限位后,燃烧室上盖板自动打开,将炉料扣入燃烧室里,加料完成后上料机下降,将料架返回地面,燃烧室盖板自动关闭。#p#分页标题#e#
(3)熔化。加到熔化室里的铝料,上半部被预热,下半部在火焰作用下熔化,边熔化边流入保持室中。当保持室内铝液达到上限位室,火焰调小,打开炉门,搅拌耙预热后进行彻底搅拌。搅拌后进行取样并送到质检部分析。
(4)化学成分调整。铸造铝硅合金的用途,一般用来制造汽车、拖拉机发动机活塞、气缸体、汽缸头、气缸盖,内燃机活塞等。所用铸造铝合金的合金牌号为:ZL104、ZL105、ZL108、ZL109、ZL110等。化学分析结果出来后,根据合金牌号调整成分。
(5)精炼。化学成分调整合格后,对铝熔体进行精炼。用熔剂喷粉机将粉状精炼剂喷入熔体中。熔剂用量3‰,精炼气体为高纯氮气,时间为20分钟。
(6)扒渣。精炼完成后进行扒渣。
(7)合金变质。因为是铸造重熔合金锭不是最终产品,所以采用Na变质。使用以碳酸钠为主的变质剂,变质剂用量为2‰,变质温度750℃,变质时间为10~15分钟,压入时间为
3~5分钟。
(8)温度调整。合金精炼变质结束要把烧嘴调小,使铝液温度降到铸造温度690℃。
(9)铸造。当炉内铝液温度到690℃时,便可进行铸造。先给铸模冷却水,然后开动链带铸造机,接着打开流口向铸机浇壶供铝液,浇壶铸嘴与铸模同步运行,连续铸成6.5千克的铸锭。在铸机的运行过程中,铸锭经过自动打印、振打、脱模而脱离铸造机。
(10)铸锭码垛。铸锭脱模后落到码垛机的传动带上,由码垛机将铸锭码成垛,之后由打捆机打成捆,每捆重1吨。铸成的铸锭可供汽车、内燃机铝铸件厂生产使用。

















 26.27万
26.27万