














文:海望真空设备制造有限公司高级顾问秦耘
生产高质量低成本的压铸产品,从来都是压铸商一贯追逐的目标。由于其具体的所处地域,机器装备,员工素质,管理理念,原材料供应渠道,产品服务对象的不同,尽管他们的最终理想相近,但得到的结果却千差万别。
压铸是一个看似简单,但个中工艺却交织相错的生产过程。压铸商面对的问题,并不是简单用教材所说的方式就能迎刃而解的,如:产品有包渣---需要合金去渣净化;内部有不规则缩孔---必须改变模具局部温度分布;出现冷隔---确保合金温热流动;模具有飞料---检查模具密合/压铸机合模力;表面或内部存在气孔---增加排气等。现实的问题要复杂的多,拿排气来说,是被动排气呢?还是真空排气呢?具体怎样去做真空压铸工艺选择呢?
一、真空压铸工艺应用是产品的自然选择
就像重力铸造用冒口排气一样,传统的压铸采用排气槽被动排气;但与之不同在于压铸的压射速度快,除了难免出现合金熔液比型腔的气体和烟气跑的快形成裹气以外,压室内的裹气现象也必须面对,这就出现充型前的低速和多段低速控制。但排气受制于诸多因素,时间,路径,气槽位置与大小,铸件的几何形状等等。尤其在压射瞬间,型腔内气压会大于大气的压力,这对于高质量低气孔的传统压铸生产,无疑是个大难题。
真空的引用是对型腔气体控制的一次革命,在总体降低气体含量的同时,对于某些局部的气孔率也可进行有效的控制。随着与压射周期同步的全过程真空排气技术的出现,生产低气孔率的压铸产品再也不是一种技术挑战。在日趋激烈的市场竞争中,人们即使是选择最低廉的产品,质量也总会是重要的考量之一一。至于为什么压铸需要用真空排气,什么时候必须采用真空排气,这要看压铸商生产什么样的产品了。对于压铸商而言,迎合市场就要满足产品的要求;产品有低气孔率要求的,真空排气随时都是一种最实际的选择。

二、真空压铸生产的基本要求
就高质量的压铸生产而言,真空的应用并无特殊要求:性能良好的压铸机;精密的模具;紧密配合的压室与冲头;高质量的合金材料和熔化保温过程;精确的模温控制;良好的工艺润滑等等。与传统工艺不同的是:型腔要相对封闭,以形成真空排气环境;还需要有优化的排气设计。
型腔相对封闭是真空应用的最基本要求。从外观上看,型腔分型面不飞料,压室冲头处不倒泄料。满足了最基本的要求,真空排气就一定会有效果!真空解决的是排气问题,无论模具和压铸机的品牌档次如何,面临的排气要求是一样的。市场上除了进口模具和压铸机引用真空的成功实例外,也不乏国产模具和压铸机用真空同样生产出高质量产品的事实。但反过来讲,真空的应用可以改善但解决不了其它条件的不足,尤其是基本条件不具备带来的问题。比如,尽管真空会使压射力相对降低,压射速度降低,但这不是使用真空排气的主流目标。
这是个非常有趣的话题。包括知名的和不知名的,国内压铸真空系统供应商大概有20余家:欧美4~5家;日韩台湾的5~6家;国产的约10家。价位从几万人民币到几十万人民币。至于衡量良莠的标准,除了系统的品质,性能以及技术含量外,应用服务很重要,最有发言权的还是最终用户。由于缺少一个统一的界定,压铸商在选择压铸真空系统时常常会非常迷惑。
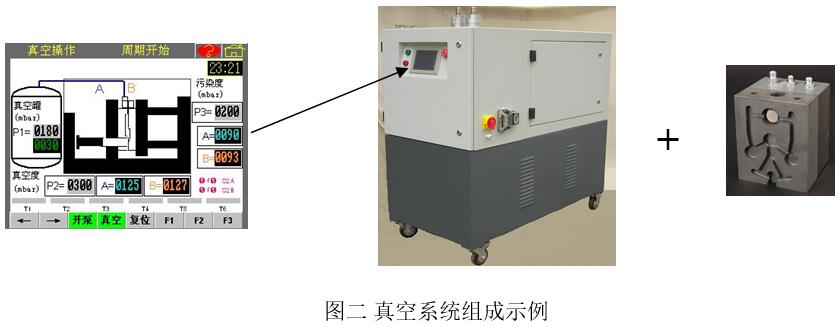
压铸真空系统包含了真空机和排气元件。其中排气元件的选取决定了整个压铸真空排气的性质和结果。而真空机的选择完全是在系统排气能力要求下,为了配合排气元件而考虑的。许多压铸商在初始选择上往往反其道而行。
完备的真空系统应具备:真空制造能力;系统排气能力;自动控制能力;真空度检测能力;系统自洁能力;故障诊断能力;广泛兼容能力。
●真空制造能力---真空泵的高真空度维持能力和真空罐的真空储存能力,这与所生产的铸件的大小存在一定的内在比例关系;如不考虑经济性匹配,当然越大越好。
●系统排气能力---这是指排气元件的最小排气面积和与之连接管件的阻力。这还涉及到真空工艺要求:真空排气始于真空机连接处,还是从排气元件处开始,对于有苛刻排气要求的工艺差别很大。排气元件的匹配很重要,一定要适中,过大过小都无益。
●自动控制能力---指的是与压铸机,机械手等的无间隙接口控制,也许这不是所有用户都有的要求,但作为良好真空系统而言应是必须具备的。
●真空度检测能力---是指型腔压射时的真空度的检测,这是个实时反馈控制。真空罐的真空度与之相差甚远,极端的情况下可能会相差300毫巴以上,千万不可用真空罐的压力代替型腔压力。
●系统自洁能力---除了在开模时进行污染度检测外,管路的反吹也是必要的,可以在很大程度上延长真空元件和管路的维护间隔。
●故障诊断能力---操作员会即时得到故障信息,直接解决问题或把信息马上反应给维护人员,以减少停机时间;而不是简单的报告说:“真空系统停止了”。
●广泛兼容能力---排气元件林林总总,对于不同的压铸商生产不同要求的压铸产品时,会采用不同的排气元件,机械阀,冷却块,电动或液压阀等。在不换真空机的情况下,真空机必须可以兼容。
压铸真空系统的选择与压铸商采用排气方案有直接的关系,在此以冷室真空排气结束为分界,加以介绍和讨论:
3.1 半过程真空排气
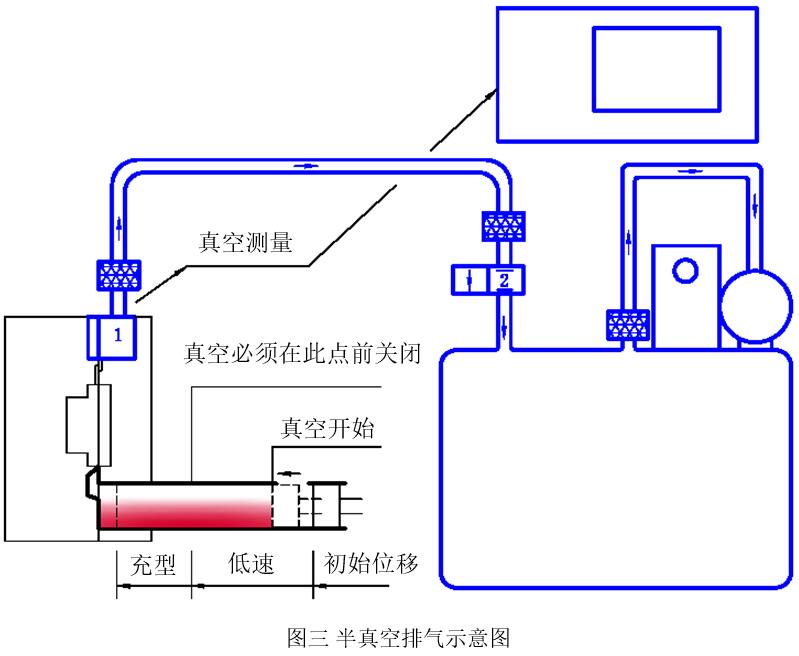
在收到真空阀关闭信号时,采用电动或液压关闭真空阀。这种方式往往装备较大尺寸真空排气管路和较大排气面积的真空阀,由计时器或行程开关或传感器发出的合金熔液到达充型点前某处信号,将真空阀关闭,结束排气过程。看得出,这时候压射并未结束,充型时的烟气无法排除。由于任何电气元件的信号相应都存在着几毫秒到几十毫秒的滞后,所以真空必须在充型前结束,以致无法实现全过程排气。该方式总排气效率低下,最终型腔气压可能会上升至大气压以上,甚至数倍于大气压。
3.2 全过程真空排气
这里指结束真空排气是靠金属自身的动能关闭真空阀,或金属自身的凝固封闭冷却块排气间隙,实现与压射同步。分为以下几个方式:
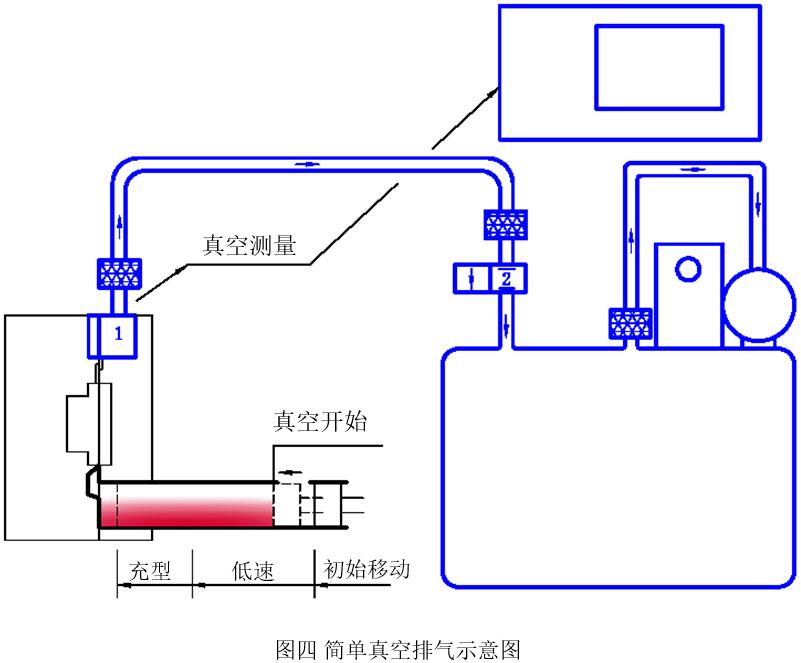
3.2.1 简单排气
真空开始于冲头越过倒料口,真空在排出型腔气体前,需要先将管路的气体排出。以件重10公斤的铝铸件为例,双通道排气,管路直径25毫米,长6米,冲头直径120毫米,排气行程600毫米,冲头越过倒料口0.3秒,排气时间1.2秒。所需排出的气体为6.8升;额外管路气体为6升;型腔容积为3.7升;有效排气率为28.9%。这种方式可靠,可重复率高。缺点是在给定的压射周期内,排气负担相对较重。
3.2.2 管路预抽全过程真空排气
在简单全过程排气情况下,先预抽管路气体。管路真空排气开始于关模甚至关模后瞬间;型腔真空排气同样开始于冲头越过倒料口,这样一来真空直接作用于模具排气元件所在处,以2.1同例,压射周期前预抽了管路气体,有效排气效率为54.4%。这种方式与2.1同样有运行可靠,可重复率高的特点,而排气效率大大得到提高。
半过程真空排气的管路预抽,由于半途而废的排气过程,效果基本看不出。

3.2.3 特殊全过程排气
首先说明的是,这种方式对压室和冲头配合要求很高,压室需要特殊改造,已超出独立的压铸真空系统排气概念,应用并不为广泛接受,又细分为:
3.2.3.1 压室底部气压进料式
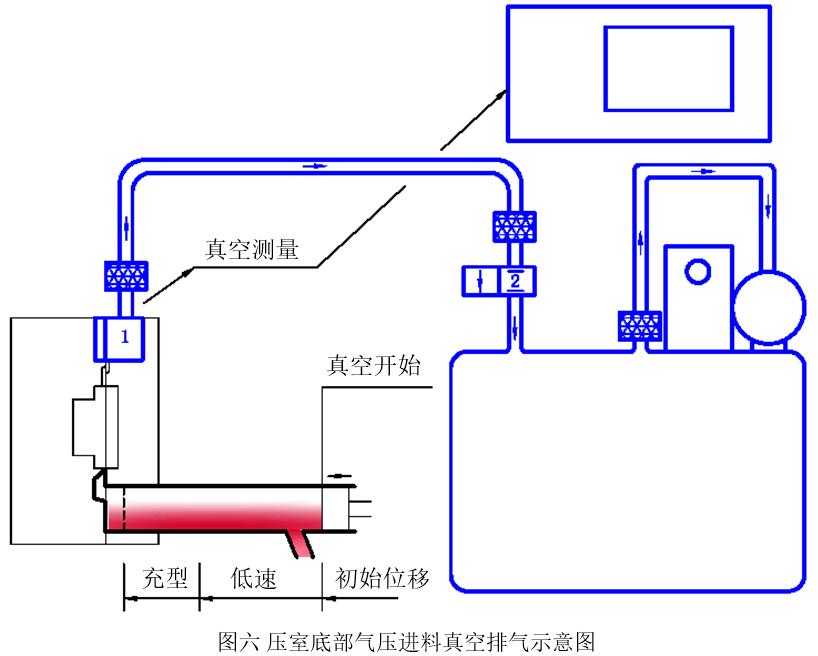
当关模后,合金熔液从压室底部由气压压入后,真空即开始,类似于热室进料方式。优点是省却倒料口开放不能真空排气的缺陷,排气时间较长,至少长约普通倒料时,冲头越过倒料口的时间,在2.1例中为0.3秒。做一个简单计算:在2.1的情况下,排气时间为1.5秒,则效率约为36.1%。这种方式的连续性好,效率较高,但需要很好气压保温炉和特殊的压室。请注意:为了防止堵塞,压室下面的进料口可能会有保温要求!可重复率的关键就在此。
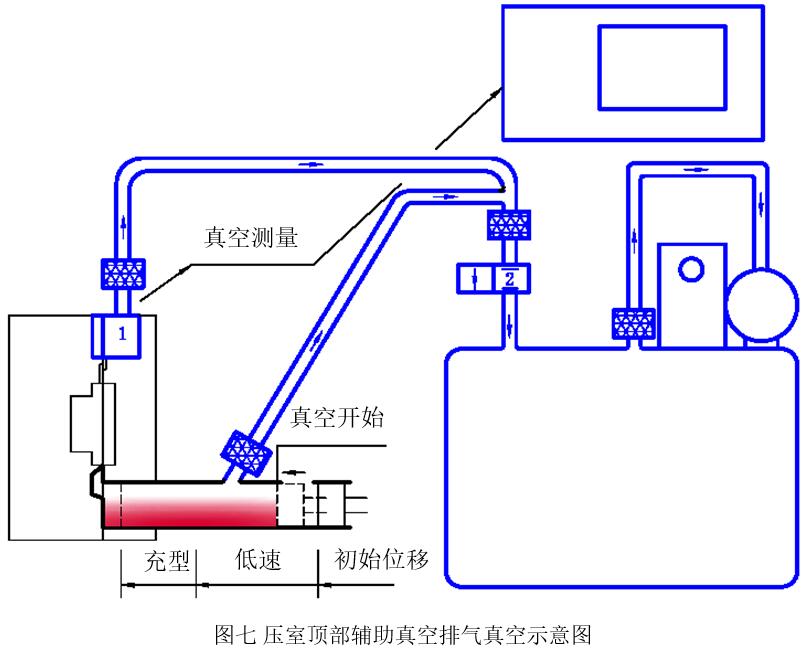
3.2.3.2 压室顶部辅助真空排气
不是新概念,但是新尝试。关模,倒料,冲头越过倒料口,此时真空开始于压室顶部的排气,模具上的排气元件可与其共同开始。还是以2.1为例,辅助排气按单通道计算,时间为0.6秒,但也额外增加了3升的管路气体,总效率约为29.3%。此方式会使开始的排气比较均衡,但压室顶部的排气点很快将被冲头覆盖。该排气点的设置应远离充型点,一般设在起始点和充型点中间。缺点是压室需要改造,压室顶部的排气点容易堵塞。其它变化还有,冲头越过倒料口后稍作停留,压室顶部的排气与模具排气元件排气分开控制:压室顶部排气可视为预抽,但这样会增加压射周期时间;或直接先用压室顶部排气,过了该点后再由模具排气元件排气,这样做时,系统连续性也许会不好。突出的缺点是可重复率不高。(图七)
如果按照一般意义上的等级定义,高真空是指压力介于1.3x10-8至1.3x10-12毫巴之间;超高真空是压力低于1.3x10-12毫巴;压铸真空的范围在50至500毫巴之间,按照以上定义最多算粗真空。在这里提到的是压铸工艺上的高真空和超高真空:50至100毫巴为压铸高真空,50毫巴以下为压铸超高真空。
对于高真空,具备前面所述的高质量的压铸件生产条件实现起来并不难;但超高真空的挑战很大,首先除了上面条件外,需要有至少比普通匹配要求两倍以上能力的真空机;高精度的模具需要设置抗300oC温度的耐压密封;顶针至少要有40~50毫米的精密导向;采用卡环式的冲头并保证与压室紧密配合的高重复率;冲头和型腔的润滑要做到精确,并保证每个周期压射前型腔的干爽和清洁。
超高真空系统并不只是个独立的真空概念,而是一个高效真空系统,加上其它与之相关连接部分的高效密封和精准润滑。如果这是产品的要求,这个投资再大可能也要承受,比如要求铸件要有精良的气密性,T6处理,铸后高焊接性等,否则实在是没有必要。尤其是超大模具,真空系统外的投资可能是几何倍数的增长。对于超出常规的要求,真空系统的投资已变成次要的了,相对的其它方面的成本要求却高出太多。
考虑到系统的兼容性和产品排气的特殊性,综合各种特点可以衍生和组合成更多不同类型的真空系统。在此,一定还要考虑到真空系统选择的经济性:无非是把真空系统的投资,加上能源消耗和维护成本,以及在超高真空下带来的额外投资,一起按系统折算寿命打入每个压铸件中,看看所提高的成品率和省却的废品回收成本是否能在短期内抵消以上的费用,这是众所周知的。真空不是万能药,使用得当只能减少由于排气问题带来的废品率。一般来说,提高5~10%的成品率是正常的。在其它条件具备的情况下,一次成品率应该在97%~98%。为了再提高1~2%的成品率,引入超高真空显得并不划算。
五、综合性比较

考虑到系统的兼容性和产品排气的特殊性,综合各种特点可以衍生和组合成更多不同类型的真空系统。在此,一定还要考虑到真空系统选择的经济性:无非是把真空系统的投资,加上能源消耗和维护成本,以及在超高真空下带来的额外投资,一起按系统折算寿命打入每个压铸件中,看看所提高的成品率和省却的废品回收成本是否能在短期内抵消以上的费用,这是众所周知的。真空不是万能药,使用得当只能减少由于排气问题带来的废品率。一般来说,提高5~10%的成品率是正常的。在其它条件具备的情况下,一次成品率应该在97%~98%。为了再提高1~2%的成品率,引入超高真空显得并不划算。
六、其它成形工艺和处理
6.1 热室压铸工艺
真空在热室压铸的应用与冷室相似,只是由于热室的压射时间短,有效排气时间也短,所以对热室压铸机的稳定性有一定的要求。另外,由于压差的作用,热室真空压铸工艺更容易将合金熔液过早的“吸入”型腔,这都要求参数的设定要更精准。值得注意的是,热室压铸产品,如锌合金铸件,一般都需要做表面后处理工艺过程,对气孔率更敏感,但就目前国内市场来看,真空压铸工艺还远没有引起国内热室压铸商足够的重视。
6.2 半凝固和挤压成型
这些工艺过程基本可以排除了“压室”内的裹气现象,但充型时一样会有气体和烟气排出问题,就如热室压铸一样。运用真空要注意模具温度控制,相匹配排气面积的冷却块是经济适宜排气元件选择。
6.3 低压和低速压铸
真空的应用是可行的,但排气元件的选择要慎重,比如靠金属动能关闭的机械阀在此并不适用。与高压压铸相比,该工艺应用真空排气时,需要对相关的参数做很大的调整。
6.4 浸渗处理
作为铸后化学处理不乏为提高成品率的亡羊补牢之策。以下是压铸商在采用浸渗处理时需要额外考虑的:浸渗处理需要单独的工艺生产线,设备,耗材,环保,额外工时和人工等等。而且并不是所有产品都可以接受这种处理。关于投资成本,计算并不复杂。
七、小结
真空压铸的工艺选择要以产品的要求为依据,真空系统的选择要点在于它的实用性和经济性。简单说真空泵+真空罐+冷却块就可以称作是个真空系统,但问题是作为用户,要知道真正需要的是什么,或者谁提供的系统是适合自己产品要求的。要在实用的基础上找最经济的,反过来可能就会有问题。这是两者的次序性。
在追求实用性的同时,要以满足追求最大成品率为前提,但不能牺牲生产率,比如延长压射周期或过多维护间隔;也不能只片面追求型腔真空度,高真空和超高真空只适用于对路的产品。这里说的两者的同一性。
《中国压铸》杂志编委介绍:
秦耘:1965年出生,浙江大学机械专业本科毕业,并获得新加坡南洋理工大学硕士学位。从事压铸行业10余年,曾任瑞士方达瑞驻亚洲技术销售经理,现任辽宁鞍山海望真空设备制造有限公司技术董事,高级顾问,致力于研发和推广中国人自己的压铸真空系统。

 24.52万
24.52万

 24.75万
24.75万
 9526
9526
 1.75万
1.75万
 1.33万
1.33万
 1.09万
1.09万
 1.44万
1.44万
 1.48万
1.48万
 1.43万
1.43万
 1.9万
1.9万
 1.59万
1.59万
 1.01万
1.01万
 1.3万
1.3万
 1.38万
1.38万
 7303
7303
 1.18万
1.18万
 1.2万
1.2万
 1.27万
1.27万
 7564
7564
 6589
6589
 294
294
















