
















文:重庆长安汽车股份公司江北发动机工厂 谢强 相凯强 尹明洪 祁向东
关键词:缸体;压铸模具;镶块;结构优化
第一、由于国外模具设计、制造及维护手段较为先进,所有镶块均设计为整体结构。其优点在于:模具的整体寿命较高,能缩短制造和使用中的维护时间。其缺点在于:模具镶块局部易损部位需经常修复。在国外通常采用对损坏部位真空氩弧焊接后,通过加工中心成型的方法进行修复,修复后使用效果较好,而我们国内不具备这些条件,通常只能采用普通氩弧焊接,由钳工配修的方法进行修复,修复后使用效果较差。
第二、维护周期长。由于模具大而笨重,配合零件较多且配合精度较高,拆装时将耗费大量的人力和时间,严重影响工厂生产的顺利进行。
第三、维修成本高。模具某些部位损坏后,为达到减少维修时间和维修后使用效果,基本上采用直接更换某些镶块的方式,从而造成维修成本高。
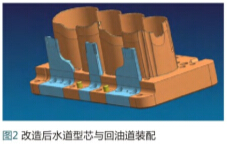
我们工厂某系列发动机缸体压铸模使用的三处回油道型芯,成型面宽而薄,属于异形薄壁零件,其成型面正对铝水进水口,经常受到高温、高压铝水冲击,受力条件较差。三种型芯平均寿命只有2500次左右,每年三种型芯使用量近240件,每件平均价值1800元。不仅成本较高,且严重影响工厂生产的正常进行。
针对以上情况,为了提高回油道型芯寿命,优化模具结构,降低模具维护成本,经过不断分析,从各方面寻找造成该处失效的原因,最终确定主要原因为结构设计不合理。我们发现三处回油道型芯,成型面宽而薄,属于异形薄壁零件,其成型面正对铝水进水口,经常受到高温、高压铝水冲击,受力条件较差,加之成型面与定位面成 90°形状,属于应力集中部位,因此,使用一段时间后,在90°转角处出现裂纹,直至断裂。
具体详见下面改进前后结构对比图

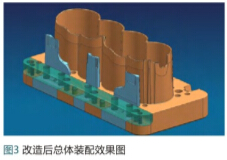
该模具型芯完成结构改造后,使用状况良好,型芯使用寿命比原来提高了2倍,型芯用量减少了2/3,取得了很好的效果。
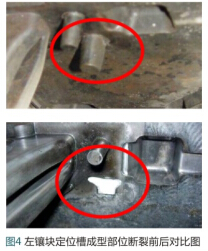
左镶块定位槽成型部位使用到2~3千次就会断裂,由于该处形状与镶块设计为整体结构,以前我们一直采用焊补的方法对其修复,但效果不是很理想,开始2次还能达到3000次左右,以后一次比一次寿命短,且随着焊接次数的增加,镶块逐步变形和开裂,连续焊接5~6次 (模具使用15000次) 后,镶块已无法再焊补修复,如不采取其它方式,镶块就将报废,直接损失达16.53万元,按某一年年产21.87万推算,模具将使用26万次,那么每年将使用16个左镶块。同时,由于模具平均每月将修复2~3 次,产生工艺废品8~15件,生产成本相当高,且维修一次需3人同时工作2~3天,维修难度相当大。
为了挽救面临报废的镶块,我们从多方面进行了原因分析。在对模具结构进行分析,我们发现模具型腔由上、左镶块配合组成,使用中,由于配合面相互挤压使该处型腔逐渐变形,直至最终断裂。
改造示意图如下:

改造后的模具经验证其寿命从1.5万次提高到10万次;维护频次由以前的每月2~3次降为两月1次;维护一次的时间从以前3人 2~3 天降为1人 20 分钟;工艺废品从以前的8~10件降到0件;维护成本大幅降低。
缸体压铸模具因其外形庞大,结构复杂,精度高等原因,一直以来都是维护维修的难点,但只要我们不怕困难,勇于挑战,全面分析问题,总会找到行之有效的突破口,从而找到最适合的维护改造方案来不断优化模具,提高生产效率和产品质量。

 21.68万
21.68万

 21.86万
21.86万
 8520
8520
 1.61万
1.61万
 1.09万
1.09万
 9348
9348
 1.3万
1.3万
 1.33万
1.33万
 1.27万
1.27万
 1.66万
1.66万
 1.4万
1.4万
 9138
9138
 1.18万
1.18万
 1.29万
1.29万
 5436
5436
 1.08万
1.08万
 1.01万
1.01万
 1.05万
1.05万
 5773
5773
 4895
4895

















