李 镔
五邑大学 机械工程实训中心
摘要:介绍压铸生产中模具型腔内部残留的空气会导致铸件充型不良现象,运用CAE技术对铸件进行充型分析,根据分析结果在模具合适的位置安装真空排气阀,可以解决排气问题,提高零件成型的合格率。
关键词:真空排气阀;铸造模拟;压铸模;CAE
1引 言
铝合金零件在压铸过程中,模具型腔内部的空气、喷雾后留下的水气,会导致压铸件充型不良或压铸件在加工后出现气孔,气密性不达标,产生泄漏等问题。但对于形状复杂的压铸件,常规调整流道的方法,往往不容易调整到满意的结果。在这种情况下,可以在模具合适的位置安装真空排气机构,在模具型腔里形成相对“负压”,经过实际应用检验,可以很好地解决上述问题。现以一款铝合金气缸体为例,论述真空排气阀的工作原理和实际应用。
2真空排气阀的结构和工作过程
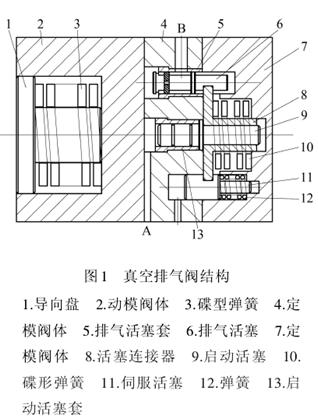
真空排气阀的基本结构如图1所示。工作过程如下:
(1)真空阀安装在压铸模上,其中动模阀体2安装在动模侧,定模阀体4以及定模阀体7安装在定模侧。
(2)真空阀抽气通道与模具型腔相连。在压铸机开始压射,压射活塞完全塞住进料口时,连接真空阀的抽气装置启动抽气,模具型腔的空气通过连接模具型腔抽气通道A以及排气活塞排气通道B被抽气装置抽走。
(3)当液态金属冲击启动活塞9使其向后运动时,连接在启动活塞9上的活塞连接器8带动排气活塞6向后运动,同时压缩碟型弹簧10。
(4)在液态金属到达排气活塞6之前,排气活塞关闭排气,避免液态金属堵塞排气通道,排气过程、压铸过程结束。
(5)当模具打开时,碟形弹簧10推动启动活塞9和排气活塞6复位,为下一次抽气做准备。
排气活塞排气通道通过抽真空胶管连接到抽气装置。伺服活塞可以调节启动活塞开始动作的力的大小。如果真空阀安装在模具上不平整或者有间隙,可以通过导向盘1进行补偿,导向盘后面装有碟型弹簧3,可以补偿模具与真空阀之间的间隙。
3真空排气阀在压铸模上的应用
3.1流道位置
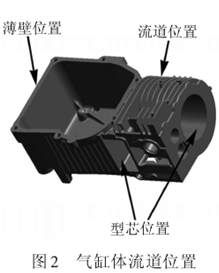
气缸体三维图如图2所示,最大外形尺寸200mm×120mm×100mm。零件材质为铝合金51k,质量1500g,采用1模1腔结构,选用5000kN压铸机,压射活塞直径ϕ80mm。
根据以往压铸模设计经验,把流道设计在零件壁厚较厚的地方,以便充型的时候,先填充壁厚的地方,然后填充壁薄的地方,有利于零件成型。该零件2个方向有型芯,另外1个方向是薄壁。如果流道选择在型芯的位置,压铸时产生的铝屑容易掉进型芯位置,卡住型芯的运动,造成模具不能正常开合。如果流道选择在薄壁的位置,不利于充型,最终流道选择的位置如图2所示。
3.2真空排气阀安装位置
通过图2可以观察该款气缸体有较多薄壁结构,形状较为复杂。根据以往用一般的压铸方法,容易造成压铸件加工后出现气孔,或者压铸件气密性不达标,压铸件产生泄漏等缺陷,而该压铸件因为薄壁结构面积比较大,模具型腔里的空气容易滞留在薄壁的位置,引起浇注不良。为了满足生产要求,需要加装真空排气阀,真空排气阀的安装位置对压铸件的充型极为重要,如果安装位置不正确,非但不能起排气的作用,还会影响压铸件质量。实际生产中可以使用CAE软件进行零件充型分析,模拟零件出现包气的地方以及零件最后充型的位置,然后结合实际经验确定真空阀的安装位置和安装数量。
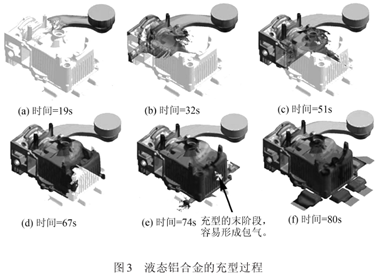
使用Magma铸造仿真软件对液态铝合金进行充型分析,充型过程如图3所示。
由图3可见,液态铝合金在充填时,容易把模具型腔的空气包住,在零件的局部形成包气。产生包气的位置在零件薄壁的地方,并且远离浇口的一端。因而需要把真空排气机构安装在零件形成包气的位置附近。另一方面,真空排气阀安装的理想位置,应当是压铸件的最后充型位置,以便模具型腔里的空气在压铸最后时刻依然可以被抽到模具型腔外面。根据#p#分页标题#e#
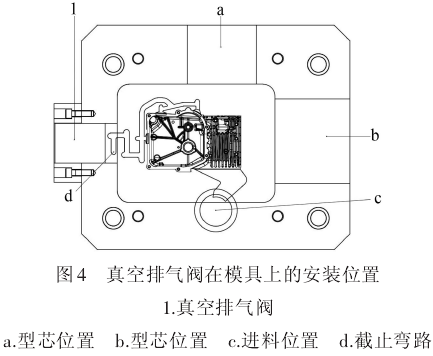
CAE软件的分析结果及上述两方面的原因,确定真空阀在模具上的安装位置如图4所示,模具为1模1腔,安装1个真空排气阀就能满足排气要求。
3.3使用真空排气阀机构前后数据对比
一个标准大气压等于1 013 mbar(1.013bar),在未采用真空排气机构时,模具型腔内空气和由润滑油产生的气体以及脱模剂形成的水气等,在压射开始阶段将被压缩至1600mbar。随液态金属在模具型腔的充型,型腔内单位面积上的气体压力会继续上升,上升到3000mbar以上,就会造成各种压铸不良现象。
采用真空排气阀后,在充型开始时模具型腔内单位面积上的空气压力被降至300 mbar,甚至200mbar以下。在压铸生产过程中,型芯等零件需要在模具上活动,使用一定次数后会磨损变形,在这种情况下,充型的最后阶段,单位面积上的空气压力依然可以达到400~500 mbar,该压力小于标准大气压,也称作“负压”。
对比没有采用真空排气阀的模具型腔压力,可以看到真空排气阀的优势所在,真空排气阀可以把型腔内的压力降低。型腔内的真空状态会使铝合金液态在型腔内的流动阻力大减,薄壁部分的充填也容易进行,高质量的压铸件生产也得到了保证。图5所示是没有采用真空阀机构的压铸件加工后截面图,图6是采用真空阀机构的压铸件加工后截面图。通过图5、6对比可以看出,没有采用真空阀成型的压铸件截面气孔明显较多、较大。
3.4使用真空排气阀的原则
根据模具上可利用的空间和排气槽的位置,排气阀可以安装在模具的上面或者侧面,根据实际生产经验,安装在垂直位置效果较佳,也就是正对进料的方向。(......)
















 26.27万
26.27万