黄奇德
德宝压铸技术公司
2013年《中国压铸》第十期我们介绍过模具热平衡原理,模温控制的重要性和基本方法,更提到了使用模温机的优点。本文将集中介绍模温机的工作原理和特点,选型和管道计算,以及应用。
模温机选型
模温机的选型参数包括泵功率,电加热功率和冷却量要求。要选择适合的模温机,首先需要了解以下生产数据:
-模仁重量
-生产周期
-铸件重量
-管径和长度
加热功率计算
案例:需要加热的模仁重量800kg, 从20℃加温至200℃。计算如下:
冷却功率计算
计算冷却功率需要知道1.铸重2. 周期时间3.材料种类。
案例:铸件重量: 2 kg, 周期时间:30秒,铝合金材料比热:881kJ/kg
所需冷却功率:2x120x881/3600=59kW
可以选2x10kW加热功率和2x40kW冷却功率的双油路模温机。
接著要计算所需要的热交换面积,即模具管道的长度x 周长。以下是计算公式:
如果用15kW加热功率来算,0.2为导热油的传热系数,40C为理想的温差状态。(由于温差的存在,当加热时,流体温度高于模面;当冷却时,流体温度低于模面)
所需的热交换面积=15000/0.2/40=1875
假如模具管径是12mm, 那就需要约5m的管长。如果面积不够(譬如管径才10mm,长度只有3.5m),那加热功率只能达到9kW,唯有提高流量(选大功率的泵,管道接短些),或改善隔热来提升加热效果。附图为专用的计算软件,可为客户建议不同铝锌镁合金的机器选型。
复杂或大型模具需要多台模温机才能满足生产要求。不同热场区需要独立的冷却管道来控制,同时不同模温机可覆盖的合理长度(包括冷却管道长度,油管长度,拐弯次数等)也有差异,最好是諮询有经验的供应商。
热油模温机设计
奥地利‘奥百美’公司生产的热油模温机,分为三个系列,3000系列的最高温度为250oC ,适合锌合金和小型铝合金模具,4000系列的最高温度为320oC, 适合中小型铝合金模具, 5000系列的最高温度为350oC, 适合中大型铝合金模具。
导热油的沸点较高,因此操作温度远高于水,合成油在正常大气压力可达到350oC。
‘奥百美’的热交换设计独特,(见上图 ) 加热及冷却单元是以模块化设计,可按客户要求扩充加热冷却量,并以特别之陶瓷纤维作保护,安装灵活, 隔热效果好, 陶瓷纤维耐用度高。加热器和冷却管在管筒中心,导热油在管筒缧纹上以每秒 2-3 米的高速度流动,阻力小, 而且导热油和冷热源的接触面积大,特点是传热速度特别高而均匀,尤其是加热速度和效率,相比其他的设计,加热用电量较小,模温高。也不会让发热管直接接触导热油,这样可以有效降低油的表膜温度(特別是長期高溫加热),避免太早老化碳化,提高油的使用寿命。
冷却设计方面,采用不锈钢管路,大口径通过冷却水,冷却效率高,水垢清理容易。客户要留意冷却功率的数据,并非用电量。此外,要留意注明的冷却功率与温差条件有关(冷却水和导热油温度差)。如温差条件越大,冷却功率越大:举例,在温差150K条件下的60千瓦冷却功率=温差190K条件下的85千瓦冷却功率。#p#分页标题#e#
‘奥百美’热油机选用德国的磁性偶合离心泵。(见上图 ) 马达是陶瓷轴承,隔热性能好。与泵磁性耦合连接方式, 密封性好而且耐高温,磁性连接部件的工作温度达 300oC,最高油温设置超过 350oC,适合高温油操作,无漏油情况,工作时也较清洁及安全。其他类型的泵由于滑动环密封圈受力导致磨损,需要经常更换。而磁性连接只有静态密封圈,无经常更换的弊病,泵的有效使用率因而较高。
控制方面,‘奥百美’使用最新微电脑控制板,油温控制于 ±3-5oC内。自动切換加热冷卻模组,优化溫控效果。另外,并设有工作时间显示;时间制自动控制开关;有自動冷啓動-生產-停機冷却程序;油量过高或过低显示;机器使用状态显示功能等。机器的结构坚固、通风,并易于维修,严格按照欧洲安全标准设计。管道和管接头均采用德国原装管接头,保证系统良好的密封性管道,佈置简洁合理,无软管,压力损耗小。
‘奥百美’在国内也有組装热油模温机。
热水机和热油机比较
之前我们讲了很多热油机的好处,但它也有缺点:
-操作成本高。导热油是消耗品,用久了会老化;换模时也会消耗掉.
-油的导热性能不高, 在难散热的部位,模温降不下来
-.较差的导热性能,令加热耗电量增加
-管道需要大和长一点,来补偿较差的导热性, 降低了布置的灵活性.
-处理废置油和溢出油的环保成本高。
近年来,欧洲压铸界流行使用热水模温机,它保持了模温机的特点(可同时加热和冷却),又克服了部分热油机的缺点。
首先,我们先看看热水和熱油在使用上的比较:
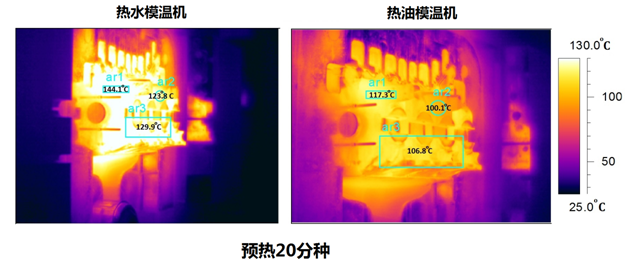
附图是模具的热成像图,同一付模具,分别用导热油和水来预热20分钟,结果是用热水的模具温度较高,证明水的加热速度快很多。
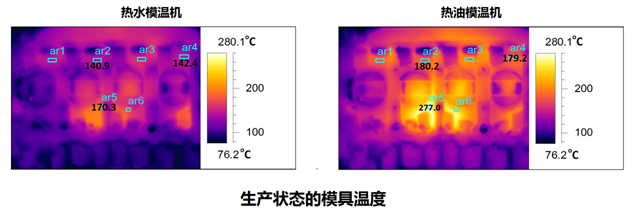
另一方面,比较在正常生产时模具温度的冷却情况,发觉使用热水机,在整体平均温度比用热油机的低约40oC,而在较热的型芯位置,温度更可降低约100oC,说明热水的冷却效果明显高些。
热水机的优点是:
-快速的热交换速度,因为水的传热系数(thermal conductivity)是导热油的2-3倍,热传导系数(heat transfer coefficient)也是油的2-3倍。用前段的模具为例,只需要用少于一半的热交换面积,即900cm2(管径10mm,长度2.9m),就能达到所需的15kW加热功率。
-和油管相比,水管可以细些,方便用于点冷设计
-导热性能好,加热耗电量较低
-水的热容比导热油大一倍,能带走更多的热量
-水的使用成本低,随时都有,而且环保
-安全性高,不会点燃
-降低油污废置成本
-缩短周期时间,提高生产效率
当然,热水机的最大缺点是加热温度的限制,对于模具表面要求高的薄壁铸件, 热水机所提供的热量就不足够。
典型的热水机应用案例包括汽车发动机缸体,齿轮箱等。如果在使用热油机而发现模温偏高,周期长,或有缩孔等情况,可与我司联系,探讨改用热水机。
热水机典型应用案例
热水机的设计特点
热水机设计的最大特点,是当水温高于100oC时,要对系统加压来提高饱和蒸气压力,防止水的气化。气化不单会令体积急速膨胀,也降低了流体的传热效果。更严重的是容易产生氣穴現象。它指的是在流动的液体中,因为壓力差在短时间内发生气泡的产生与消灭,从而产生强大和重复性的冲击力,能快速损毁金属部件,特别是泵和加热器。#p#分页标题#e#
因此如何能及时加压防止气化,是压铸用热水机的重要考量。
‘奥百美‘热水机的特点是:
-独立的温度补偿区,能快速侦测和控制气化
-专用的填充泵和储能器,在水开始蒸发的初期,能很快速地加压并抑制气泡的产生。
-不会在加热器蒸汽化,不会伤害加热部件
-能有效控制泵叶片区的气穴效應(Cavitation),提高泵的工作寿命
-使用大功率水泵(80l/min – 11bar), 工作流量高,可用于型芯冷却
-提供12/18kW加热功率, 54kW 冷却功率(150K)
冷却管道的设计
上文提过,模温机的流体和模具的热交换(冷却或加热),是热传导和热对流同时进行。而影响热交换速度,除了选定的材料和流体外,要提高热交换速度,主要靠以下参数:
-热交换面积:(即模具管道长度x圆周),面积越大越好。
-流体速度:速度越高,热交换速度越快,一般要在2m/s以上。大部分用于模温机的油泵都是离心泵,它的特性是流量会随着系统阻力增加而降低,而太长的模具管道和拐弯太长的油管都会影响流速。降低传热效率。特别是大型模具,油管和模具管道都长,必须选用高性能的模温机,还有镁合金薄壁件,要求很高的模具表面温度,需要高流量来传热。附图为设置油温180C下,不同泵流量所达到的不同模具温度。
(......)

























 26.27万
26.27万