文:重庆大江美利信压铸有限责任公司技术中心 马福强
摘 要:压铸件在进行表面喷粉前,需要通过抛丸或喷砂方式去除产品表面的毛刺、流痕和黄斑,并提高产品表面的粗糙度,增加粉末在产品表面的吸附能力。本文研究了压铸件经过喷砂和抛丸两种不同的工艺处理后,其对喷粉质量的影响,提出了提高产品喷粉质量在压铸生产过程中需要注意的问题。
关键词:抛丸;喷砂;喷粉;压铸
1. 引言
多少年来,压铸件未经任何处理,已直接应用到社会各个角落,但是,随着社会的发展,人们对压铸件的表面性能要求越来越高,如压铸件外观装饰和其耐腐蚀性能;如果压铸件未经表面处理,在潮湿的空气里,其表面会很快变黑,出现色斑、发霉等现象,严重影响产品的外观质量。
喷粉工艺是利用电晕放电现象使粉末涂料吸附在产品上,其过程是:喷粉枪接负极,产品接地(正极),粉末涂料由供粉系统借压缩空气气体送入喷枪,在喷枪前端加有高压静电发生器产生的高压,由于电晕放电,在其附近产生密集的电荷,粉末由枪嘴喷出时,构成回路形成带电涂料粒子,它受静电力的作用,被吸到与其极性相反的产品上去, 随着喷上的粉末增多,电荷积聚也越多,当达到一定厚度时,由于产生静电排斥作用,便不继续吸附,从而使整个产品获得一定厚度的粉末涂层,然后经过烘烤使粉末熔融、流平、固化,即在产品表面形成坚硬的涂膜,达到外观装饰和耐腐蚀的作用。产品在压铸成型后其表面都比较光滑,不利于粉末的吸附,这就需要通过喷砂或者抛丸的方式提高产品表面的粗糙度。
2. 试验方法
2.1 工艺流程
铝合金熔炼——压铸——去浇口——清理去毛刺——喷砂(抛丸)——外观检验——钝化——喷粉——外观检验
2.2 产品喷砂和抛丸前的处理
为提高产品通过两种不同的工艺对喷粉质量的影响准确性,本次验证使用同一个批次压铸生产的产品,选取压铸生产时稳定后无外观缺陷的产品 200件(抛丸和喷砂各100件),分别做好标识流转。产品在抛丸和喷砂前需去除产品上的飞边和毛刺,并将所有存在的尖角修饰圆滑,过程中全部使用清洁的手套轻拿轻放产品,避免裸手和带油污的手套抓取产品,影响喷粉后性能试验的测试。
2.3 喷砂和抛丸试验过程
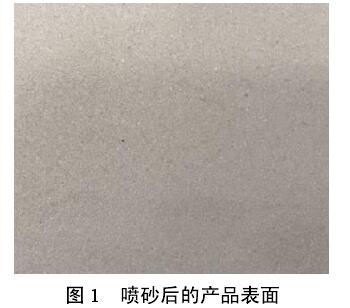
产品喷砂采用通过式自动喷砂机,喷砂时间 50s,吹砂时间 2s。将清理完毛刺的
100 件产品依次放入喷砂机,喷砂时喷砂机通过压缩空气,形成高速喷射束将砂料高速喷射到产品表面,使产品表面的外表或形状发生变化,由于磨料对产品表面的冲击和切削作用,使产品的表面获得一定的清洁度和较高的粗糙度,产品喷砂后外表面如下图
1 所示。
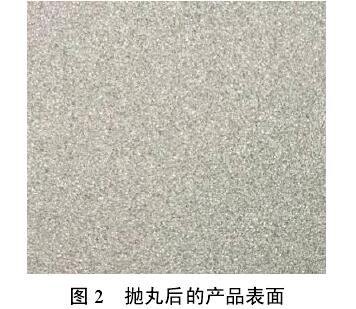
产 品 抛 丸 采 用 通 过 式 自 动 抛 丸 机 , 采用¢0.2mm 的不锈钢钢丸,抛丸时间 4min。将清理完毛刺的剩余 100 件产品竖直悬挂于挂架上,保证内外两侧面均能抛丸到位。产品在高速运动的钢丸流连续冲击表面,使其外表组织发生变化,改变产品表面的粗糙度,抛丸后产品外表面如下图 2 所示。
由图 1 可以看出,产品通过喷砂处理过后,产品上流痕、黄斑、油污等得到了消除,获得了色泽一致的外观面。通过喷砂将产品上清理时残留的毛刺去掉,产品尖角变得圆滑,产品表面粗糙度得到了提高。喷砂后的产品表面粗糙度实测为 Ra2.5~4.8,相对压铸出来的毛坯面更有利于喷粉粉未的附着。
由图 2 可以看出,抛丸后的产品比喷砂后的产品表面粗糙。产品通过抛丸处理后,同样可以去除产品上的流痕、黄斑、油污等缺陷,同时将产品上细小的毛刺抛掉,得到了光亮且比较粗糙的外观面。实测抛丸后产品的表面粗糙度为Ra4.6~7.2,更有利于喷粉粉未的附着。但由于抛丸力较大,部分产品出现起层现象,特别是产品上壁薄部位,如产品上的叶片。由于叶片壁薄且较深,压铸成型时常带有卷气现象,内部组织较差,产品通过抛丸后起层比较严重,如直接喷粉,喷粉层很容易掉落。对此抛丸后的产品一般需要二次修复去除起层才能使用。#p#分页标题#e#
2.4 产品表面喷粉及试验结果
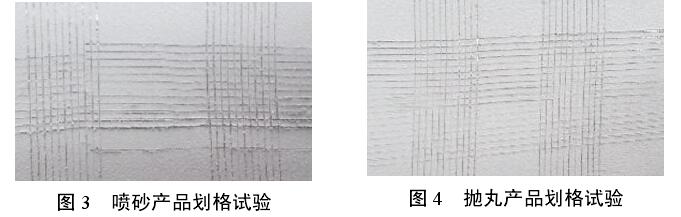
将喷砂和抛丸过后的产品按正常工序进行钝化,后然进行表面喷粉。对喷粉过后的产品进行划格试验和冲击试验测试,结果如下:
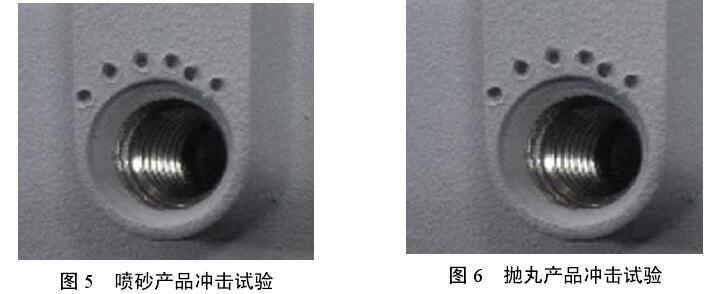
由图 3、图 4 可知,喷砂处理的产品和抛丸处理的产品划格试验均合格,抛丸处理后的产品划格更不容易脱落,喷粉层附着力强;由图 5、图 6 可知,喷砂的产品和抛丸的产品冲击试验均合格。
3. 总结
1)喷砂和抛丸工艺均可以提高压铸件的表面粗糙度,增加喷粉粉末的附着力,产品喷粉后试验合格,均能满足喷粉后的质量要求;
2)对需要抛丸的产品可以缩短抛丸的时间,调整产品的摆放方式,调整抛丸机的抛丸力度,减少产品抛丸后起层;
3)抛丸后的产品表面粗糙度较喷砂的高,更有利于粉末的吸附,但产品在抛丸过程中容易出现起层现象,喷粉后容易掉落,特别是产品上的壁薄部位,需要二次处理外观起层,过程质量控制相对喷砂较高。对此可以通过优化压铸过程,如改善模具进浇方案,减小压铸过程中出现的卷气、冷隔和气泡,针对壁薄产品建议尽量采用模具抽真空的方式,减少产品抛丸后的起层现象。
















 26.27万
26.27万