文/大连亚明汽车部件股份有限公司/葛春东 王淑清
摘 要:应用Anycasting软件,对Dmax油底壳压铸成形过程进行了模拟。通过观察铝液的填充过程,以及不同浇注方案铸件充型过程的分析和可能产生的铸造缺陷的预测,确定了铝液从铸件两侧同时填充的浇注系统设计方案,经实际生产验证获得了较好的效果。
关键词:铝合金、压铸、浇注系统、模拟分析
随着汽车行业升级换代的步伐不断加快,新型铝合金压铸零部件结构越来越复杂、铸件内部品质要求高、开发周期越来越短。铸造模拟分析(CAE)以铸件充型过程、凝固过程数值模拟技术为核心,对铸件进行铸造工艺分析,对提高铸件内部品质、缩短开发周期、降低成本等方面具有重要的意义。
笔者利用Anycasting铸造过程仿真分析软件,对Dmax油底壳的浇注系统进行了设计,对压铸成形过程进行了模拟,运用模拟结果分析了充型对铸件成形及铸件外观的影响,旨在为选择合理的浇注系统提供依据。
1. Dmax油底壳的结构分析
我公司开发的一种新型发动机(Dmax)油底壳压铸件,质量为4.724kg,外形尺寸为625mmX280mm×105mm,平均壁厚为2.5mm,材料为GMW5M-Al-Si8Cu3(Fe)。与发动机零件的装配关系:上表面是与发动机缸体通过螺栓连接,下表面和冲压成形的油底壳下体连接,铸件内部品质要求较为严格,零件的上下表面气孔不得大于2mm,机油尺孔和油位传感器面气孔不得大于0.5mm。气密性试验要求:加工后整个腔体要求在75kPa的压力下泄漏量不大于10 cm3/min。
2. 浇注系统的设计
2.1设计分析
图1为Dmax油底壳压铸件的结构简图,由于铸件尺寸较大,壁厚较薄,中空结构会导致零件填充困难,因此浇注系统设计时要选择有利于充型的浇道位置和溢流排气结构,避免气孔要求较高的部位由于填充不良和排气紊乱产生气孔、冷隔等铸造缺陷,另外阻流板安装凸台等壁厚部位是发生缩孔、缩松压铸缺陷的区域,浇口设计时要充分考虑增压补缩的要求。
2.2 设计方案
根据以往油底壳类产品的设计经验,结合压铸件的结构特点,设计了两种不同的浇注系统。方案一是一种传统的、常用的多分支浇道结构方案,铝液从铸件一侧填充,考虑到铸件中空的特点,在中空部位增加4个过桥,辅助铸件填充,在另一侧开设溢流槽和排气槽。
图2是另一种浇注系统方案,铝液从铸件两侧同时填充,这种浇道形式在油底壳模具设计中不是很常用,考虑到零件中空的特点,所以也将这种浇道形式作为备选方案。
3.模拟过程和分析
在压铸过程中,压铸的工艺参数包括压力、充填速度、模具型腔和合金的温度等,这些参数影响到铸件填充和最终铸件品质。在应用Anycasting进行模流分析时,首先定义这些参数条件来模拟正常生产情况下的铝合金压铸充填凝固的过程。试验选取的压铸工艺参数见表1和图3,在这种条件下,对两种设计的充型过程进行了对比分析,据此制订较为合理的设计方案。
3.1 方案1填充过程的模拟分析
图4为浇注系统方案1填充过程的模拟结果,金属液通过浇口后,从铸件一侧边缘沿着铸件壁向下填充,填充末端多股铝液冲击汇合造成紊乱,卷入气体过多,中部过桥辅助填充的效果好像不是很明显,由此可能造成填充末端产生冷隔、浇不足、气孔等缺陷。进一步对浇口和中间过桥部位的填充进行分析,见图5。从0.256 9s(填充41%)到0.374 7s(填充60%),铝液在中间过桥进料口部位停留很长时间(118ms),这样会导致中部过桥进料口填充过程局部凝固,阻碍铝液的填充,并且中部过桥填充过程中铝液存在回流和卷气现象,因而辅助填充的作用将大大降低。
3.2 方案2填充过程的模拟分析
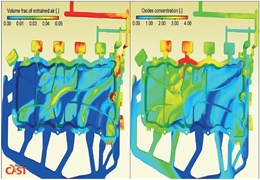
方案2压铸充型过程模拟结果见图6。金属液通过浇口后,从铸件两侧边缘沿着铸件壁向下流进型腔,待金属液平稳进人型腔后,开始沿着铸件散开,之后顺序填充,先充满铸件两侧再填充溢流槽,整个压铸件的充型时间约为0.7114 s,填充过程中没有过多的紊流和卷气现象。
4. 浇注系统设计方案的确定
浇注系统设计方案1由于中部4个过桥起不到辅助填充的作用,使填充末端铸件产生的铸造缺陷的概率大大提高,铸件会产生拉痕、冷隔、浇不足等外观缺陷,填充末端的紊流和卷气会影响零件内部品质,进而对零件密封性能产生影响,造成渗漏。浇注系统设计方案2在整个充型过程中顺序填充,铝液没有紊流卷气现象,铸件不会产生拉痕、冷隔、浇不足等外观缺陷,同时两侧浇道对两侧壁厚较大的阻流板装配凸台起到增压补缩等作用,能减小缩孔产生的几率。
5. 试模验证
采用第2种浇注系统设计方案进行模具设计和制作,并进行压铸生产调试,铸件有很好的外观和内部品质,加工表面气孔满足要求,铸件气密性试验合格率达到100%。
6. 结语
将CAE的模流分析用在Damx油底壳压铸模浇注系统设计中,分析了两种不同浇注方案的铸件充型过程和可能产生的铸造缺陷,从而优化了压铸浇注系统,在设计阶段尽量减少铸件缺陷产生的概率,缩短零件开发周期,提高铸件的品质,通过实际生产验证获得了较好的效果。

 25.53万
25.53万

 25.78万
25.78万
 9611
9611
 1.77万
1.77万
 1.41万
1.41万
 1.15万
1.15万
 1.45万
1.45万
 1.51万
1.51万
 1.45万
1.45万
 1.94万
1.94万
 1.62万
1.62万
 1.02万
1.02万
 1.31万
1.31万
 1.41万
1.41万
 7631
7631
 1.19万
1.19万
 1.22万
1.22万
 1.33万
1.33万
 7824
7824
 6847
6847
 536
536
 190
190
 137
137