














文:重庆宗申动力机械股份有限公司 李小华、江智烨、李子良
摘要:随着节能减排,汽车轻量化,及新材料开发情况,汽车关重零部件更多地使用高强韧低 Fe 低 Cu 压铸铝合金材料(如 AlSi10MnMg),通过先进制造工艺(如高压铸造、模具抽真空设计),从而获得高强度、高延伸率的材料(产品)力学性能。本公司在汽车零部件开发项目中承接了某款电驱总成中核心零部件,材料力学性能(压铸试棒)要求达到屈服强度≥210Mpa,延伸率≥4%,并推荐使用 AlSi10MnMg 材料。通过在铝锭来料及后工序化学成分控制、熔炼、模具设计方案、压铸、时效等压铸生产过程实际运用验证,能满足材料力学性能要求。
关键词:AlSi10MnMg 材料;化学成分控制;熔炼;压铸生产;
1、 Al Si10Mn Mg 材料介绍
该材料已录入欧盟铝合金牌号,化学式AlSi10MnMg,材料代号 ENAC43500。
该牌号铝合金的 Si含量略低于AlSi共晶合金,具有较好的流动性。Fe 含量低,使Al Fe Si 相的板块状得以消除,使压铸件在受力状态下不产生裂纹。一定的 Mn含量可防止压铸时合金的粘模现象,而在组织上呈现球状相。
2、实际运用介绍
根据文献资料,其标准成分内不同控制范围和不同热处理工艺以及不同生产条件的差异,可以得出比较宽的不同的压铸力学性能。经根据实际生产情况及经过验证,可以达到材料力学性能要求,具体如下:
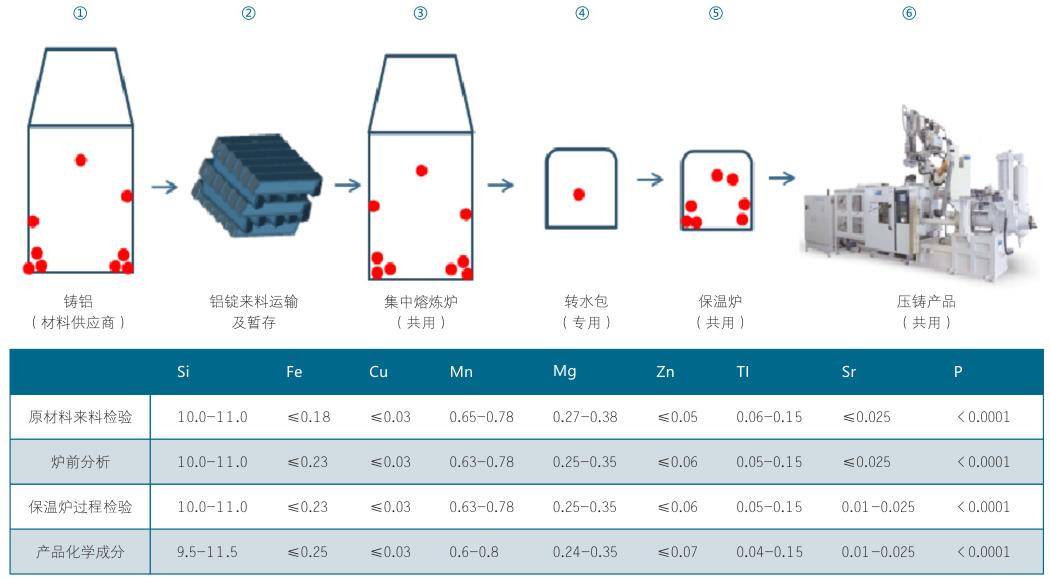
2.1 铝锭来料及后工序化学成分控制
通过监控检测铝锭来料(2)、熔炼炉炉前分析(3)、转水包内、保温炉内(5)、压铸产品(6)的化学成分,存在 Fe 含量有增加、Mg含量/Ti 含量/Sr 含量有烧损现象,Cu 含量/Mn含量无变化,从而得到铝锭来料及后工序化学成分控制要求。
1)炉前分析/保温炉过程检验需关注 Ti、Sr等易烧损元素,并根据实际情况添加中间合金;
2)保温炉过程检验需严格关注 Mg 元素,按每 2 小时检测保温炉内铝水化学成分。
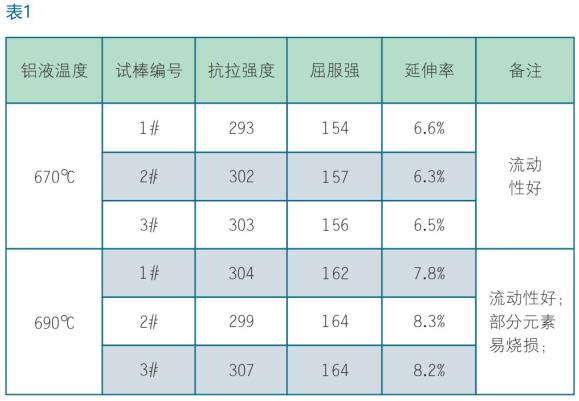
2.2 F(自由加工状态)状态试棒性能测试
通过监控检测不同温度下铝液流动性,及压铸试棒在 F 状态的力学性能检测,确定铝液温度控制要求及模具方案建议。
1)根据气候情况,铝液控制温度在 670℃ - 690℃范围内。
2)模具方案设计时需考虑改善产品内部气孔的解决方案,如抽真空的实施执行。
AlSi10MnMg 薄壁铝合金件压铸流动行为及其组织力学性能
2.3 人工时效后的试棒力学性能测试
基于以上铝液成分要求及温度控制条件,对比验证压铸试棒在不同时效工艺下的力学性能检测会有不同的性能表现,通过实验可以确定能够达到的压铸试棒力学性能数据如下:

3、结论
通过对 AlSi10MnMg 材料在压铸生产过程验证确认,供同行业参考讨论。
1)该材料各元素含量控制、铝液温度控制及产品(压铸试棒)气孔改善需做多方位的精准控制。
2)该材料的时效工艺选择,需根据产品设计目标进行确定,本司目前验证可确认压铸试棒在铸态和人工时效两种时效工艺对比,屈服强度会有大幅提升,但延伸率会有明显下降。
3)目前该材料运用,通过压铸试棒力学性能检测结果,可确认能满足产品开发所需,且电机动力总成通过了高低温(-40℃-170℃)设计验证试验。

 24.51万
24.51万

 24.74万
24.74万
 9526
9526
 1.75万
1.75万
 1.33万
1.33万
 1.09万
1.09万
 1.44万
1.44万
 1.48万
1.48万
 1.43万
1.43万
 1.9万
1.9万
 1.59万
1.59万
 1.01万
1.01万
 1.3万
1.3万
 1.38万
1.38万
 7303
7303
 1.18万
1.18万
 1.2万
1.2万
 1.27万
1.27万
 7564
7564
 6587
6587
 293
293

















