文:代 兵(重庆理工大学 材料科学与工程学院)
摘要:针对铝合金壳体的结构特点,应用UG软件设计了浇注系统方案一,并应用铸造分析软件Any⁃casting对熔融铝合金液充型和凝固过程进行了模拟,通过模拟结果判断方案一的优缺点,设计了优化的浇注系统方案二和方案三,通过比较得到了优化的浇注系统进料位置和进料方式,对成型零件的质量有很重要影响。
关键词:铝合金壳体;浇注系统;数值模拟;压铸
1引 言
随压铸产业的发展,数值模拟软件在模具辅助设计中扮演着重要的角色,通过数值模拟优化模具结构,缩短了模具开发周期。借助铸造模拟软件Anycasting对铝合金壳体成型过程进行数值模拟,并根据模拟结果优化浇注系统的设计。
2壳体结构特征及材料性能分析
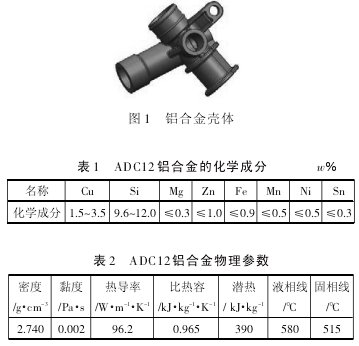
铝合金壳体外形尺寸为165 mm×140 mm×775mm,三维结构见图1。壳体的最大壁厚为8.05 mm,最小壁厚为3.00 mm,平均壁厚为5.30 mm。铸件材料采用ADC12铝合金,材质为Al-Si-Cu
系合金。ADC12铝合金铸件具有高强度、高韧性等特点,被广泛应用于汽车零部件上。ADC12
铝合金的化学成分见表1,在670 ℃左右的一些物理参数见表2。
3浇注系统设计
3.1内浇口设计
内浇口的横截面积对内浇口金属液的速度和充型时间有较大影响。内浇口的设计主要是确定浇口的位置和大小,计算内浇口截面积涉及到多方面的因素,但目前常用的经验公式如下:
Ag=m/ρvgt
式中:Ag——内浇口截面积,mm2;m——通过内浇口的金属液质量,取1.125 g;ρ——金属液的密度,670 ℃时铝合金密度取2.4 g/cm3;vg——内浇口处金属液的流速,取50 m/s;t——型腔的充型时间,取0.07 s。经计算得内浇口截面积为134 mm2,内浇口厚度取2.4 mm,内浇口宽度取55.8 mm。
3.2横浇道设计
为保证内浇口处的金属液充型速度,横浇道的截面积应从直浇道末端起到内浇道处呈逐渐减小的趋势。为了保证金属液在横浇道处保持良好的流动状态,横浇道必须有一定的厚度和长度。常用的经验公式如下:
At=Ag×(3~4)
Ht=Hg×(3~4)
W=Dtanα+At/D
式中:At——横浇道的横截面积,浇注系统方案一取402 mm2,方案二取469 mm2,方案三取402 mm2;Ag——内浇口的横截面积,浇注系统方案一、方案二、方案三各取134 mm2;Ht——横浇道的厚度,浇注系统方案一取8 mm,方案二取6 mm,方案三取8mm;Hg——内浇口的厚度,浇注系统方案一、方案二、方案三各取2 mm;W——横浇道的宽度,浇注系统方案一取20 mm,方案二取18 mm,方案三取20mm;D——横浇道的深度,浇注系统方案一取110
mm,方案二取78 mm,方案三取110 mm;α——脱模斜度,取1°。
3.3直浇道设计
直浇道作用是从浇口处引导金属液向下进入横浇道、内浇道或直浇道的型腔。对于卧式冷室压铸机,直浇道是由压铸机的压室和浇口套组成。压室和浇口套的内径确定了直浇道的直径为ϕ60mm,壁厚度为40 mm。横浇道的入口处应开设在压室上部内径2/3以上的位置,避免金属液提前进入横浇道而凝固。导流块的脱模斜度约为5°。
4模拟前处理
4.1模型的建立及网格划分
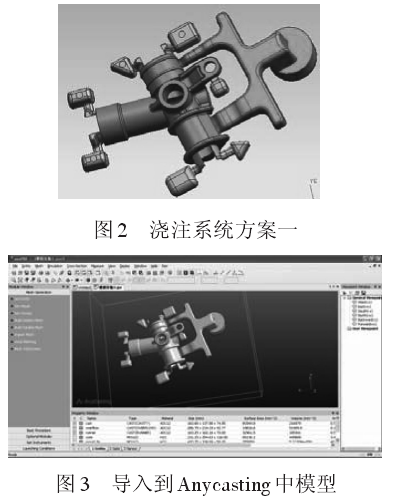
利用三维造型软件UG设计了铝合金壳体的浇注系统方案一,如图2所示。将STL文件模型导入Anycasting中的AnyMesh模块进行网格划分,如图3所示,为尽可能精确地划分网格,选择可变网格进行划分。
4.2边界条件确定
压铸件选用铝合金ADC12材质,所有与金属液接触的模具零件均选用H13钢。模拟设定的边界条件:浇注温度670 ℃,模具预热温度180 ℃,压铸速度2 m/s,界面换热系数:铸件与模具零件为1 200W•(m2•K)-1,模具零件之间为1 500 W•(m2•K)-1,空气与模具20 W•(m2•K)-1。#p#分页标题#e#
5模拟结果分析与浇注系统优化
5.1浇注系统方案一
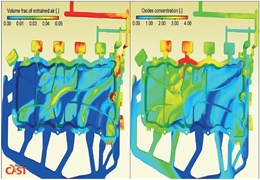
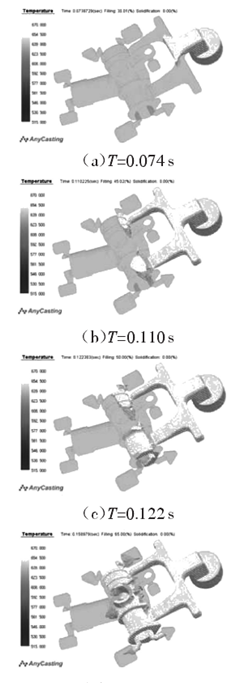
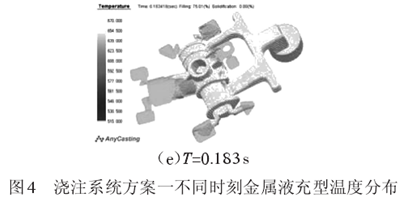
浇注系统方案一在不同时刻金属液充型的温度分布如图4所示,整个型腔的充型时间为0.244 s,如图5所示。在T=0.074 s时金属液由直浇道进入横浇道开始在2个横浇道处分流成两支。金属液在T=0.110 s时由内浇口进入铸件的型腔,进入型腔后是沿着管筒的内壁进行充型。在金属液对型腔进行充型的同时,在下端的支流充型中即T=0.122 s时产生了明显的卷气现象。由T=0.159 s时可观察到,金属液在铸件的中间部位,两股金属液汇合。
由于金属液在此汇合,前段的金属液易形成涡流现象,预测在该汇合处出现气孔或氧化夹杂等缺陷的概率较大。由汇合后的金属液继续向左端管筒充型,从T=0.183 s的图可以看出充型的金属液是非均匀的,由此判断这部分可能会产生卷气、夹杂等缺陷。
(......)

















 25.53万
25.53万