文:威海万丰镁业科技发展有限公司 王爱民
标准概况
进入21世纪,资源和环境已成为人类可持续发展的首要问题。镁作为工程结构材料,其质量比铝合金轻30%,我国已探明的菱镁矿储量27亿t,居世界第一位。
摩托车、电动自行车是当今我国民众行驶工具的主流,尤其电动自行车具有纯绿色无污染的显著优点,对促进环境保护与节约能源有极为深远的影响,发展前景十分广阔,将摩托车和电动自行车车轮铸件由传统材料改为镁合金材料,可以有效减轻整车重量,提高运行效率,进一步提高该行业的快速健康发展。
受全国铸造标准化技术委员会委托,威海万丰镁业科技发展有限公司、东莞宜安科技股份有限公司、昆山六丰机械工业有限公司、江苏圆通汽车零部件有限责任公司、上海交通大学和沈阳铸造研究所等单位组成了《摩托车和电动自行车用镁合金车轮铸件》标准起草工作组。标准起草工作组进行了大量调研工作,广泛收集、消化国内外有关镁合金铸件标准,如ISO 16220:2005《镁和镁合金 镁合金铸锭和铸件》、ASTM B94—2007《镁合金压铸件的标准规范》、JIS H 5303—2006《镁合金压铸件》、GB/T 1177《铸造镁合金》、GB/T 13820《镁合金铸件》、GB/T 13202《摩托车轮辋系列》、GB/T 22435《摩托车和轻便摩托车轻合金车轮》等数十项标准,在充分掌握现有国内外标准的基础上,编制了《摩托车和电动自行车用镁合金车轮铸件》国家标准。
主要内容说明
范围
本标准规定了摩托车和电动自行车用镁合金车轮铸件的术语和定义、技术要求、检验方法、检验规则及标志、运输和存储等要求。
术语和定义
本标准对“镁合金电动车车轮铸件”进行了定义:轮辋或轮辐其中一件或全部是由镁合金材料铸造的电动车车轮铸件称之为镁合金电动车车轮铸件,以下简称为“车轮铸件”。
技术要求
化学成分
1)原则上,车轮材料化学成分应符合GB/T 1177或等同材料标准的要求,采用其他材料,应由供需双方商定材料的化学成分。
2)车轮铸件的材料成分必须满足产品图样规定的要求,同时对每一熔炼炉次的合金,必须对主要元素和主要杂质进行分析。在力学性能合格的前提下,从成品车轮上取样,杂质铁含量不大于0.01%。
由于不同的生产厂家生产车轮铸件的工艺不同,不同的成形工艺所采用的镁合金材料不同,所以本标准中没有明确镁合金的具体牌号,规定了其化学成分应符合GB/T 1177《铸造镁合金》的成分要求或等同的材料均可。当客户有特殊要求时,化学成分应由双方商定,在产品图样中进行规定。但无论采用何种材料,需要对其主要元素和主要杂质进行分析,对影响性能的杂质元素Fe含量,标准中进行了严格的规定,其含量不大于0.01%。
力学性能
车轮铸件本体式样在室温下的力学性能应符合抗拉强度≥175 MPa、屈服强度≥120 MPa、伸长率≥4%、布氏硬度≥60HBW的规定。
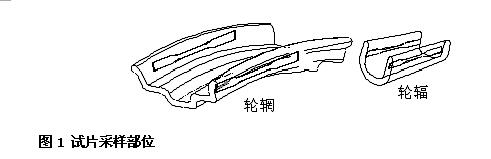
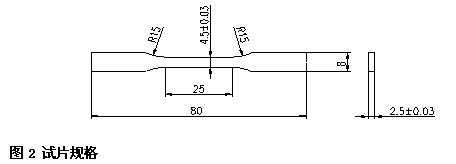
标准中规定了测试力学性能的试样是从车轮铸件本体上取样,且在常温下进行。取样部位分别在轮缘和轮辐上,见图1,试片规格见图2。
标准规定了车轮铸件的力学性能要求,其性能指标是根据车轮自身的结构特点、车轮本身的性能要求,镁合金车轮的生产实践,以及综合镁合金材料的力学性能而形成的。
尺寸与公差
车轮铸件的尺寸应符合图样的规定,尺寸公差应符合GB/T 6414的规定。有特殊要求时,应在图样上注明。
内部质量
车轮铸件的内部质量应符合GB/T 13820《镁合金铸件》的规定。
表面质量
车轮铸件的表面质量按GB/T 13820《镁合金铸件》的规定执行,同时根据车轮本身的结构特定和性能要求,标准中做出特殊规定。
1)车轮铸件表面应光洁平滑,不允许有影响强度的疤瘤、欠铸、裂纹、疏松、气孔、冷隔、毛刺、损伤等缺陷存在。
2)车轮铸件的轮胎装配面和气门孔周围,不能有损坏外胎、内胎和影响气门嘴功能的缺陷存在。#p#分页标题#e#
3)无内胎用车轮轮辋部位不允许有影响气密性的气孔、夹渣、裂纹等缺陷存在。
检验方法
材料检验
标准中规定,车轮铸件的材料成分分析和力学性能分析是经过供需双方商定,在同一炉次的车轮铸件本体上取样,取样规定见图1、图2。化学成分应符合GB/T 1177《铸造镁合金》。
力学性能试验按GB/T 228和GB/T 231.1的规定执行。
内部质量
车轮铸件的内部质量检查按照GB/T 13820《镁合金铸件》规定的方法执行。
表面质量
车轮铸件的表面质量按照目测法。必要时,由供需双方封样,对比封样检查。
检验规则
出厂检验
标准中规定了车轮铸件的出厂检验项目和判定法则。出厂检验项目为材料检验、尺寸与公差、内部质量和表面质量。对每件车轮铸件都要进行出厂检验,检验项目中有一项不符合要求时,则该铸件为不合格铸件。
组批
标准中规定了同一炉次的铸件为一批。
抽样与判定
标准中规定了组批铸件的抽样方法和批判定原则。规定为必检项目的,每件必检;规定为抽检项目的,在同批铸件中随机抽取3件进行检验,若有一项(或一项以上)指标不合格时,则加倍抽样进行复检,若仍不合格,则判定该批车轮铸件不合格。
标志、运输和储存
标志
车轮铸件上应有可追溯性标志,需要在轮辐内侧非加工面上铸出或打印(标准轮辋代号、车轮铸件制造厂商标、铸造日期、对无内胎的须在车轮代号后加注:TUBELESS)。
运输和储存
镁合金铸件也易氧化受损,所以标准中规定了车轮铸件在运输过程中,严禁淋雨、受潮、摔抛和剧烈碰撞。车轮铸件应储存在干燥、通风性良好、无有害气体的仓库内,不能与有腐蚀性的化学物品一同存放。
附录
附录A是规范性附录,规范了车轮铸件本体取样试片的取样部位和规格。
标准的特点及应用
1)本标准充分兼顾了现有的国家标准要求,让使用者很容易接受这个新标准。
2)本标准是首次制定的国家标准,标准的发布实施,彻底改变了国内生产摩托车和电动自行车用镁合金铸件厂家无标准可依的局面,同时也为主机厂提供了相关的设计标准。对于规范摩托车、电动车镁合金车轮铸件生产企业的生产行为,提高铸件质量有着积极的推动作用。
















 27.49万
27.49万








































