王火生
摘 要 利用Flow-3D软件对锌合金拉链头的热室压铸成形工艺进行了优化设计。通过模拟分析发现,原压铸工艺会使金属液进入型腔后产生绕流,进而发展为旋涡,最终产生卷气缺陷。数值分析预测的卷气位置与压铸件的实际缺陷一致,并通过金属液流动速度矢量图说明了旋涡产生的原因。采用发散式横浇道和内浇口结构后,金属液充型时不会直接冲刷型腔侧面,可以有效避免金属液在充型过程中产生旋涡,消除了卷气缺陷。
关键词 锌合金压铸;数值模拟;浇注系统;拉链头
锌合金被广泛应用于中、高档拉链头,一些高档服装品牌对拉链头的质量提出了很高要求,特别是对外观要求尤其苛刻,因此,拉链头的生产工艺也日益复杂。目前,高档的锌合金拉链头主要采用热室压铸成形,为获得良好的表面质量,需通过一系列的酸洗碱洗之后,进行表面电镀处理,而压铸缺陷(如气孔、氧化夹杂、水纹等)会影响表面电镀处理效果。因此需要通过优化浇注系统和压铸工艺参数,减少缺陷产生。
1 原压铸工艺方案及缺陷
图1为某企业生产的锌合金拉链头,其最大外形尺寸为18.8mm×25.1mm×2.3mm,材质为ZA8,主要成分见表1。
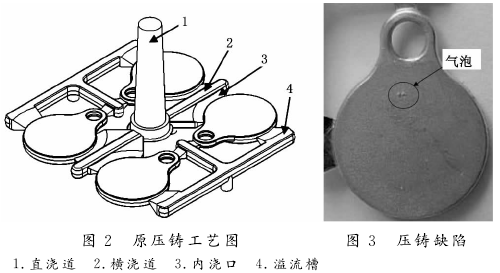
零件采用热室压铸机压铸成形,模具结构为1模4腔,浇注系统和排溢系统结构见图2。为避免铸件顶出时破坏表面,将顶杆设置在溢流槽和横浇道上,故将溢流槽连为一体,以增加强度和平衡顶出力。浇注温度为450℃,模具温度为180℃。
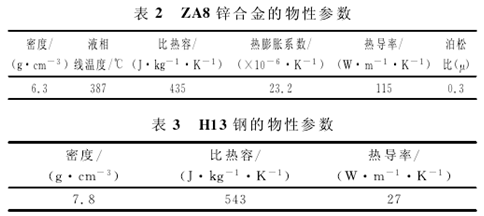
压铸成形后,在铸件表面存在明显的气泡(见图3)。表面电镀处理时气泡内气体受热膨胀,会胀破铸件表面,因此,该拉链头在生产过程中废品率较高,亟需通过改进浇注系统,消除压铸时产生的气泡缺陷。
2 基于数值模拟的压铸缺陷分析
数值模拟采用Flow-3D软件,运用自由液面追踪技术,即VOF算法,当流体分或聚合时,流体表面会自动出现、融合或消失,因此适合计算压铸成形时液态金属 高 速 流 动 状 态。该 软 件 已 被 广 泛 应 用 于 铝 合金,、锌合金、镁合金等材料的压铸成形,尤其是浇注系统的优化设计。
2.1 数值模拟参数设置
拉链头压铸主要物性参数见表2,模具材料选用H13钢,其主要物性参数见表3。在
Flow-3D软件物理模型选项中,分别选取卷气、表面缺陷追踪、重力、传热模型、湍流模型等,压铸温度、模具温度、压铸速度等参数与生产条件一致。
2.2 数值模拟结果分析
原浇注系统金属液的充填过程见图4。由图4a、图4b可以看出,金属液充满横浇道后,在横浇道末端(即远离直浇道的位置)逐渐散开,并流入型腔,而在横浇道前端(即靠近直浇道的位置)的金属液较少流入型腔。金属液由横浇道进入型腔后,冲刷了具有弧形轮廓的型腔侧壁,从而形成绕流。从图4c可以看出,金属液由绕流发展成了旋涡,并最终在铸件内部形成卷气,图4d为型腔充满的状态。图5为最终卷气状态,可以看出卷气的位置和图3中的气泡实际位置一致。图6为原工艺的速度矢量图。可以看出,原工艺的内浇口宽度较大,其目的是横浇道充满后,金属液可获得垂直于横浇道方向的速度,快速流入型腔。但从图6a可以看出,金属液沿横浇道方向速度分量较大,并没有获得与横浇道垂直的速度,导致优先从内浇口A处充填铸件型腔,而很少有金属液从内浇口B处进入,导致该处内浇口没有充分发挥作用。图6b为型腔充满时的速度矢量,可以看到在卷气位置形成的旋涡。因此,只有通过改进浇注系统才能消除卷气缺陷。#p#分页标题#e#
(......)


















 25.58万
25.58万









































