














文:重庆嘉泰精密机械有限公司王小平
摘要:本文分析PQ2图的基本原理,通过运用PQ2图理论不仅对大型压铸件的浇注系统设计进行设计验证,同时对压铸工艺的优化也有所帮助。通过PQ2图,预测某一模具在已知性能的压铸机上安装后的运行情况,将分析结果以操作窗口的形式匹配铸件质量要求,设计者运用PQ2图快速确定浇道参数,能够确定一台压铸机是否能够生产出高质量的铸件。PQ2图在考虑压铸机的有关参数基础上,更科学,更有效,更实用,后面在生产实际应用中取得了良好的效果。
关键词:压铸;模具;浇道;工艺
前 言
压力铸造自19世纪60年代末问世以来,较长时间内,浇口技术中浇口系统的设计及其可用性,都是先根据铸件品质的统计积累作出评判,然后修改浇口,直到所得铸件被认可接受为止。自60年代以后,大量的文献日益明显地提到了这样的观点,即:在浇注系统设计中,所需要的压铸参数(流动参数)应考虑到压铸机能量的输出问题。所以,许多专家、学者不断地探讨和研究模具浇注系统所需要的能量和机器能提供的能量两者之间的内在联系。直至20世纪70年代初,PQ2图这一新技术发表以后,才将理论设计、科学计算和参数测定加以结合,将其作为对浇注系统作出预期评定的依据。可以认定,PQ2图的诞生把浇注系统设计的可用性从事后认可转为事前评定,是压铸理论与实践相结合标志。
PQ2
1、PQ2图的实质
在压铸过程中,从流体力学的观点来看,存在着两个液流系统:一个是液态金属(熔融金属)从压室进入模具型腔(指通过内浇口时)的流体;另一个是压力从蓄能器到压射缸的流动。第一个系统表示过程运行时需要的能量;第二个系统表示运行时提供的动力。这两个液流系统都遵循流体力学伯努利定律,用压力和速度的关系加以表达和解释。即推动液态流动的压力越大,液体的流速越快,压力与速度的平均成正比。
所谓PQ2图,是指同时反映压铸机特性、模具特性及系统工艺特性的线图。对于压铸机来说,每台压铸机的压射系统都有自身的特性,PQ2图反映了压室中最大金属静压与流量的关系,表明了压铸机的特性和压铸机提供压射能量的能力。对于模具来说,当浇排系统确定之后,这幅模具也形成了其独有的特性,如每副模具都存在一个充填限速度。见图1.
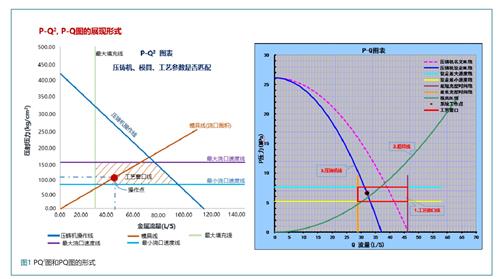
PQ2图反映了模具内浇口流量与压射比压的关系。根据工艺需要,模具必须获得一定的压射能量才能保证压铸件成形,这说明模具需求压射能量才能保证压铸件成形,以及模具需求压射能量的程度。这两种能量供需的结合,就形成了一个压铸机-压铸模系统,这个系统得到匹配后,可以使压铸工艺范围更充裕。因此,为了提供压铸工艺灵活性,在设计阶段应用PQ2图,使设计方案更周密;对已制模具,应用PQ2图进行分析,可以指引我们通过改变一些参数来优化压射系统。
2、PQ2图的基本原理
PQ2图是压铸制程的理论基础,P代表压力,Q代表流率,说明压铸在高速射出这个阶段的情形。
在浇口处以高速射出,但汤料是否能以我们所希望的速度射出,牵涉到要达到此速度所需要的压力及压铸机是否可以提供给足够的压力。
PQ2图就是用来预测压铸机可否提供足够的压力,进而预测浇口速度是否可以达到我们要求。
2.1压铸模具流量--压力需求曲线
压铸模具相当于压铸机的负载,每一幅压铸模具(浇注系统)都有各自的工作特性,这种工作特性就是由式(1)建立的金属流量与压射压力之间的函数关系:
我们由流体力学可以得到下面这个公式:

其中V是浇口速度,Cd是开放系数或流量系数,代表有能量损失与无能量损失的速度比值,通常对镁、铝其值约为0.5,对锌其值约为0.6,(取值在0.4-0.8)。g是重力加速度,ρ是金属液密度,P是压力。
这个式子在压铸上可以解释为:若我们想要在浇口处有V的速度,就必须供给压力P。

其中Q是流率V是浇口速度Ag是浇口面积我们将(1.2)式带入(1.1)式,然后整理一下,可得到

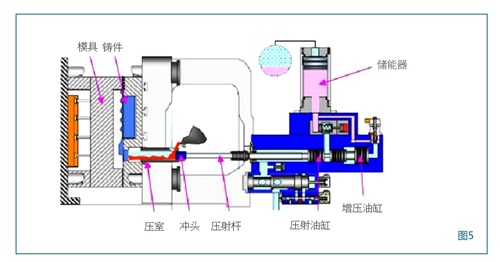
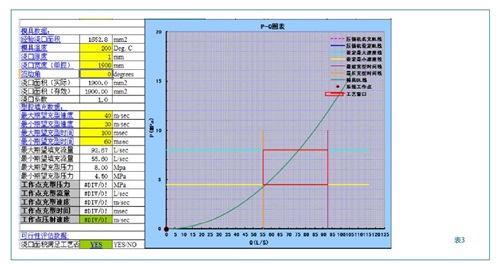
对于一个固定的浇口面积,把式(2.1.3)画在一个以压力P为纵轴,Q为横轴的坐标平面,我们可以得到图2。
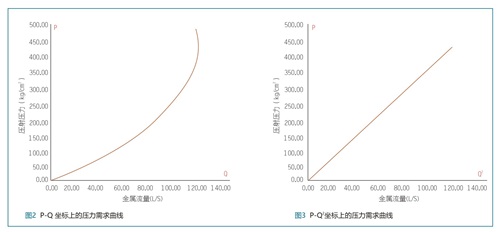
为了使用方便,通常把坐标由Q变成Q2,如此压力需求曲线就会变成一条直线,如图3所示。而不同的浇口面积,就可以画出不同的直线,如图4示,浇口面积愈大,愈偏向右下方。

2.2压力供给曲线
由式(1.1)可知,我们要得到V的速度,必须供给P压力,而这个压力来源就是压铸机的储能器。但是,储能器的压力并非就等于P,它们会有下列关系:

其中P1是油缸中的有效压力;PA:是储能器提供的最大压力;VP:是压射速度,也就是入料桶中的金属液速度;VDRY:是空压射速度,代表此压铸机克服内部阻力所表现出来的射出能力。图5是一个简化的压铸机射出系统图形。P1、P2、P是压力,A1、A2、A是相对位置的截面积。当柱塞中速度VP=0时,由式(1.4)可知P1=PA;而由静平衡可知PA=P1A1-P2A2,P=(P1A1-P2A2)/A当P2很小时,P=P1而当VP=VDRA时,P=0,这代表所供给的能量全部变成金属液的动能。所以式(1.4)的意义就是:当柱塞的速度为零时,入料桶中的有效压力最大,而当柱塞有速度时,所供给的能量一部分成为入料桶的有效压力,一部分转变为金属液的动能。
2.3浇口面积及开放系数对压铸模具流量-压力曲线的影响
浇口截面面积和开放系数都对压铸模具流量-压力曲线有显著影响。增大浇口截面面积,或者提高开放系数,都会使压铸模具流量-压力斜率变小,同样压力会使流量增加,浇注系统的流动效率提高。而对于小的开放系数或小的浇口截面面积,要达到相同的流量,需要的压力要大幅增加。因此,正确设计浇注系统,提高设计质量及选用适当的内浇口截面积可以提高浇注系统的流动效率。
3、设计案例
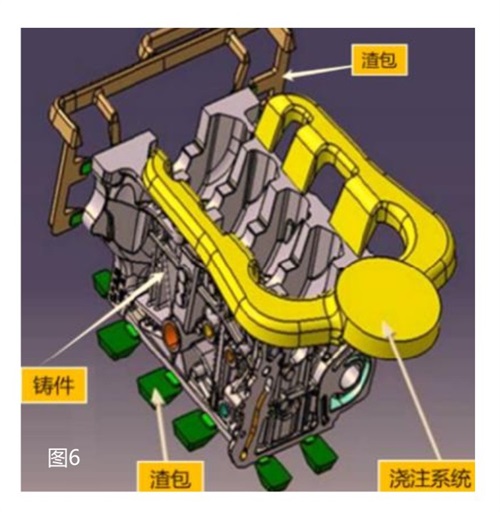
某公司的气缸体压铸件,是一个几何形状复杂,有高的气密性、尺寸精度、内在质量要求,并镶有耐磨合金铸铁的大型压铸件。
产品信息:
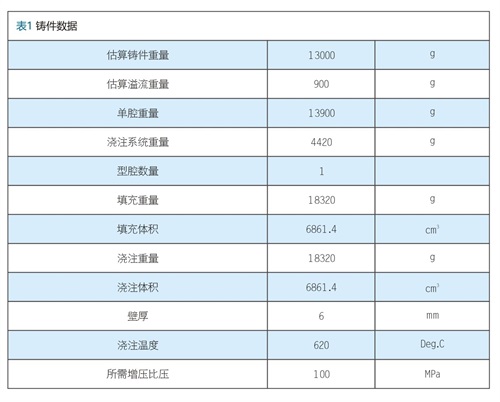
铸件重量:13000g。
渣包:900g。
浇道系统重量:4420g。
压铸件的壁厚不均匀,大部分壁厚3.5mm,部分壁厚20mm,平均壁厚6mm。
第一步:确定铸件数据
第二步:确定工艺窗口
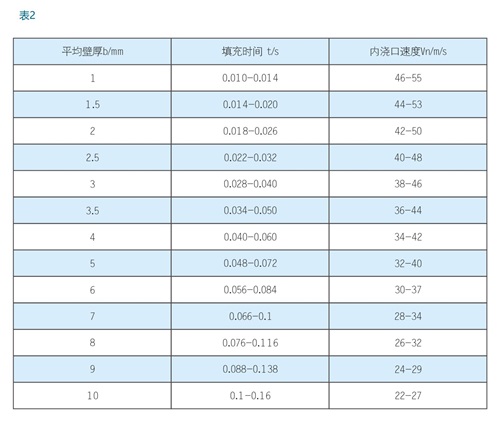
根据产品的结构、壁厚等因素,预估出充填速度和充填时间:
充填速度:40-50m/s。
充填时间:70ms-100ms。
第三步:根据浇口面积,画出DL(模具)线。
第四步:根据压铸机信息,画出设备线。
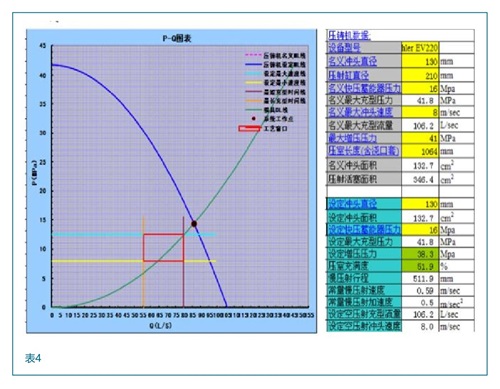
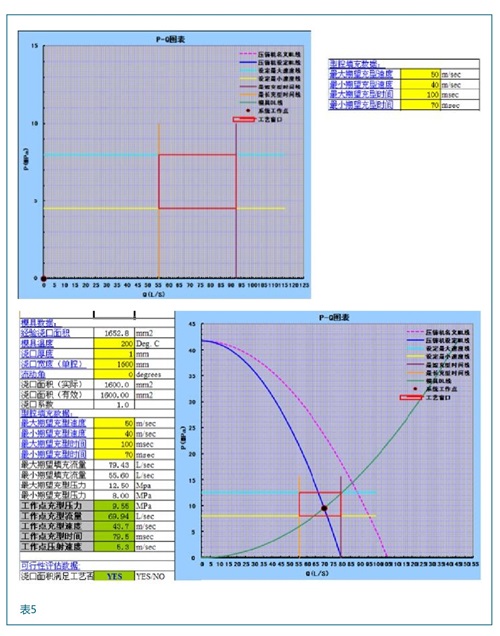
根据对压铸件的投影面积和合模力的计算,选用瑞士Buhler公司生产,型号为EV220、合模力为2200吨压铸机。瑞士Buhler公司2200吨压铸机压射液压缸的直径为210毫米,快压射蓄能器压力为16Mpa,最快空压射速度为8m/s,生产气缸头体压铸件时用的压射冲头直径为130mm,作P-Q2图机床线。
调整方法:
调整压射速度(或者二速阀开度)。
DL线与ML线相交于工艺窗口内。
查看数据:
填充速度=43.7m/s;
填充时间-79.5ms;
压射速度=5.3m/s;
在压铸模设计初期,应用PQ图,可以:
1)对冲头行程、冲头速度、填充时间、填充速度、模具与机床能量匹配等因素进行分析。
2)特别是在设定冲头的快压射速度,非常实用。
3)最终P-Q图分析结果。
4、结 语
PQ2图显示了压力与流量之间的关系,解决了压铸机和压铸模具两个部分的能量匹配关系,并且能够给出丰富的工艺信息,是工艺人员非常有用的设计与分析工具。但PQ2技术在使用上仍有一些局限性,其中开放系数是PQ2技术中重要的参数,但目前还无法准确计算,只是凭个人主观判断而定,但开放系数又对结果具有重要影响,所以,在应用PQ2图时对此应引起注意,尽量准确估计Cd 值。

 24.82万
24.82万

 25.05万
25.05万
 9551
9551
 1.75万
1.75万
 1.37万
1.37万
 1.09万
1.09万
 1.44万
1.44万
 1.49万
1.49万
 1.43万
1.43万
 1.91万
1.91万
 1.6万
1.6万
 1.02万
1.02万
 1.3万
1.3万
 1.38万
1.38万
 7394
7394
 1.18万
1.18万
 1.21万
1.21万
 1.3万
1.3万
 7638
7638
 6663
6663
 361
361
















