














文:中国汽车技术研究中心有限公司孟宪明、曹兴枫、任鹏飞、张赛
天津大学机械工程学院赵庆
摘要:研究一体式前机舱结构的材料-结构-工艺一体化,重点探讨了工艺可行性设计、工艺仿真分析及工艺优化方法。首先,基于拓扑优化方法设计了前机舱一体化结构,结合多工况约束条件,实现了力学性能与工艺可行性的协同设计。其次,通过数值仿真分析了原始浇口方案(4200mm2)的充填过程,发现充填时间为146ms,较理论值偏差38.9%,主要由于浇口时序异步和速度场分布不均。针对上述问题,通过优化内浇口截面积至5080mm2(提升21%),充填时间缩短至89.3ms,充填效率提升38.8%,满足工艺要求。优化后,熔体通量提升21%,末端温度场分布更加均匀,监测点温度显著提高,最高温升达12℃,有效降低了冷隔缺陷的风险。研究结果表明,材料-结构-工艺一体化集成分析方法显著提升了工艺稳定性,为铝合金一体化压铸技术在车身高集成化制造中的应用提供了理论支持。
关键词:一体式前机舱;材料-结构-工艺一体化;压铸工艺仿真;工艺优化
引 言
随着汽车轻量化及节能减排需求的日益迫切,一体化压铸技术逐渐成为车身结构设计的核心方向,在此背景下,铝合金和镁合金因其优异的力学性能和轻质特性展现出广阔的应用前景。一体化压铸技术在新能源汽车领域的应用日益广泛,相较于传统多零件焊接工艺,一体化压铸技术通过简化装配流程、减少连接点数量,实现更高的结构刚度与轻量化效果。以特斯拉为代表的车企已在 Model Y 车型中成功应用一体压铸前舱技术,推动车身制造工艺向高集成度方向发展。一体压铸技术在尺寸控制、成型性能、材料研发及工艺优化等关键技术领域面临多重挑战。研究表明,采用铝合金一体化压铸前机舱结构可替代传统钢制冲压-焊接件,整合零件数量达70%以上,并在减重33%的基础上保持等效力学性能。然而,大型薄壁件的成型缺陷(如充型不足、缩孔及连接区域开裂)仍是制约工艺稳定性的关键问题。
本文从材料-结构-工艺一体化集成分析的角度出发,针对前机舱进行集成拓扑优化设计,结合模流仿真探究前机舱结构工艺可行性,通过优化浇注系统设计,解决充型不均匀、温度场分布不均等关键问题,旨在为高集成度压铸车身开发提供理论支撑,推动一体压铸技术在汽车轻量化制造中的应用。
1、结构工艺可行性设计
1.1 拓扑结构
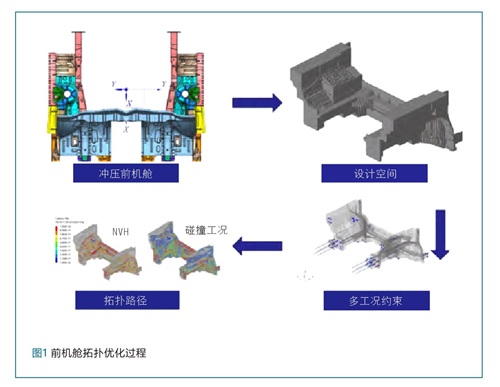
拓扑优化是一种通过数学算法优化结构内材料分布的设计方法,旨在在特定约束条件下找到最优的结构形式。常用的方法包括密度法、水平集法和进化结构优化法(ESO),其中密度法因适用性广泛而最为常用。本文基于基准车身构建初始设计空间,去除刚性部件后,采用10mm六面体单元建立有限元模型,并选用C611免热处理铝合金作为材料。边界条件考虑NVH工况和等效碰撞工况,分别在减震器安装点、吸能盒、副车架等位置施加静态和动态载荷。优化过程中引入制造工艺约束,如拉拔方向、杆件尺寸范围(20-40mm)、脱模角度1°以及壁厚限制(2-5mm),最终得到满足线性NVH和碰撞工况的拓扑优化结果,如图1所示。
1.2 工艺可行性
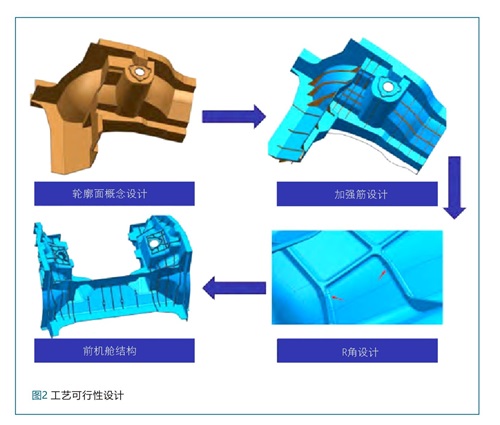
加强筋设计是一体化集成铸铝件的重要环节,能够显著提升抗变形能力和整体刚性。在概念结构确定后,需根据部件受力情况优化筋条布局和走势,兼顾强度提升与避免脱模困难或装配干涉。工艺可行性设计中,壁厚均匀性对高压铸造至关重要,本研究前机舱壁厚范围为2-6mm,平均4mm,并设置1°脱模角以避免模具损坏。此外,面连接处增设铸造圆角(R≥0.5h),模具设计预留15mm以上空间以容纳水管,顶针凸台布置于筋位交汇或高强度区域,防止顶出变形。最终得到工艺可行的压铸前机舱结构,如图2所示。
2、材料-结构-工艺一体化集成分析
2.1 一体压铸材料物理特性
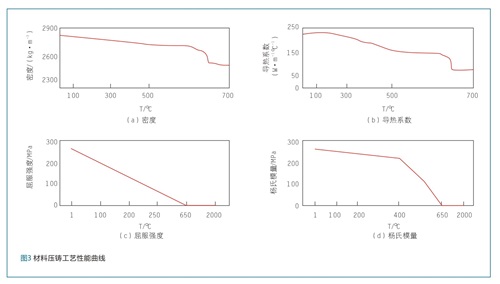
为满足工艺仿真的需求,本研究采用Al-Cu系合金作为铸件材料,其关键物性参数包括密度、热导率、比热容、线膨胀系数、弹性模量、泊松比、屈服强度、抗拉强度及延伸率等。这些参数为铸件应力-应变分析、热力耦合仿真及工艺优化提供了必要的物理基础,确保了仿真结果的科学性与工程适用性。材料的主要成分及物性参数如图3所示。
2.2 前机舱一体化压铸边界条件
(1)流道、渣包投影面积计算
压铸工艺中,模具锁模力的确定依赖于浇注系统的总投影面积(S浇排),由3部分构成。产品投影面积(S产品):通过三维软件在开模方向投影测得;流道投影面积(S流道):根据经验公式,大型一体化压铸件流道面积占比取20%,即S流道=0.2×S产品;渣包溢流道投影面积(S渣包):前机舱因模具滑块复杂需增加渣包连通性,按40%估算,即
S渣包=0.4×S产品(1)
总浇排投影面积(S浇排):
S浇排=S产品+S流道+S渣包=1.6×S产品(2)
基于公式计算出前机舱总浇排投影面积为15836.8cm2;
(2)模具涨型力计算
模具涨型力是压铸工艺设计中的关键参数,指铸造压强作用于模具分型面产生的冲击力。传统压铸件通常采用较高铸造比压,但在一体化压铸中,因构件尺寸大幅增加,若沿用传统参数将导致计算所得锁模力远超现有压铸机吨位限制,且过高的压力载荷会危及模具结构强度及使用寿命。针对一体化压铸特点,其铸造比压宜控制在25-50MPa区间。本研究选取典型值40MPa进行工程计算,具体计算流程如下。采用修正公式:
F涨型力=(0.9×S产品×P+S流道+0.7×S渣包)/100(3)
其中系数体现分型面压强分布差异,分母100为MPa至吨位换算系数;最终结合10%~30%安全系数确定锁模力:
F锁模力=(1.1-1.3)×F涨型力(4)
以前机舱一体化铸件为例,计算涨型力5463.7t,匹配7000t压铸机,验证了该方法在控制模具载荷与设备选型间的平衡性,为大型压铸工艺提供理论依据。
2.3 浇排系统设计
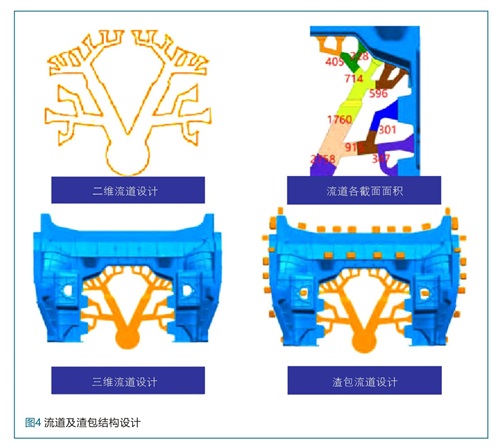
根据P-Q计算的数据,结合流道收敛式的设计原则,构建出流道三维结构,此处所谓收敛式设计原则是指流道自分流锥至内浇口,流道的截面积随着金属液的流动方向呈逐渐变小的态势,以保证金属液在流动前进的过程中保持较少的速度和压力损失,且同时减少卷气的发生。根据该原则方法构建出一体化前机舱三维流道建模和渣包设计,如图4所示。
2.4 工艺模型前处理
为了能够方便快捷地验证分析结果,流动仿真分析仍采用对称产品一半的方式来进行,铸件材料采用AlCu合金,充填初始温度为680℃,低速速度0.4m/s,高速速度5.0m/s,高速切换体积分数为16%,重力方向为-X方向。当高速冲头速度为5.0m/s时,理论内浇口平均速度约为51m/s。
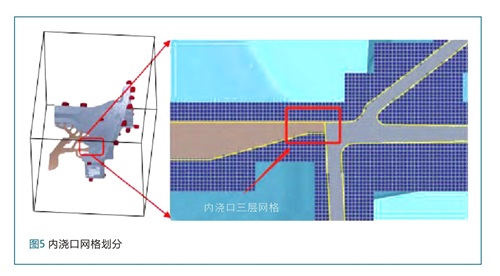
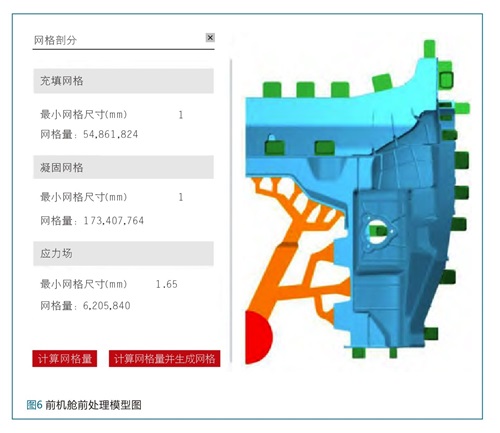
浇口厚度最薄处约为3.0mm,为保证仿真模拟的计算精度,在浇口厚度方向最少剖分3层网格,最小网格尺寸设置为1.0mm,以一半产品计算,充填流动网格总量约为54861824,凝固网格总量约为173407764,应力场网格总量约为6205840。浇口出网格如图5所示。
网格剖分完成后,软件显示网格质量良好,均为正六面体网格,且内浇口保证了三层网格的大小,符合软件模拟计算要求,可以提交模拟计算,前机舱模型前处理信息如图6所示。
2.5 工艺仿真结果分析
充填时间是衡量压铸工艺质量的重要参数,其数值特征直接影响金属熔体的流动状态及凝固行为。理论研究表明,充填时间过短易引发紊流效应,导致卷气缺陷及模具冲蚀;而充填时间过长则会加剧熔体温降,诱发流痕与冷隔缺陷。对于一体化压铸件而言,理想充填时间宜控制在100ms量级,这需要根据构件几何特征、材料热物性参数及模具热平衡状态进行协同优化。
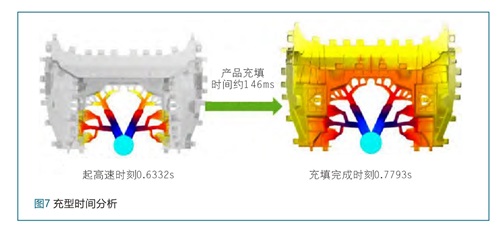
基于数值仿真结果(图7),当冲头速度为5.0m/s、浇口面积为4200mm2时,熔体于0.6332s到达内浇口并启动高速充填,最终在0.7793s完成充填过程,总耗时146ms。该结果较P-Q图理论计算的105.1ms存在38.9%的显著偏差,这主要源于理论模型与实际工况的系统性差异。P-Q图方法基于理想化假设,即各浇口同时达到充填临界条件且熔体速度保持恒定,然而实际仿真显示:受分流锥料饼空间位形影响,下部浇口较顶部浇口提前28.6ms启动充填,形成时序异步现象。
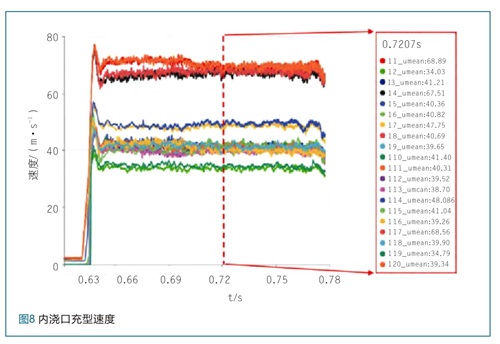
此外,熔体在高速充填阶段呈现显著的速度波动特征,实测浇口平均速度分布曲线(图8)表明,仅30.8%的浇口达到理论平均速度55.1m/s,其余浇口速度场均低于预期值12.3%~21.7%,这种速度场的空间异质性降低了系统充填效率。为此,建议通过优化浇注系统拓扑结构和流道截面参数,协调浇口速度场的分布,从而将充填时间缩短至工艺窗口范围内。
3、前机舱一体压铸工艺优化
3.1 浇道结构优化
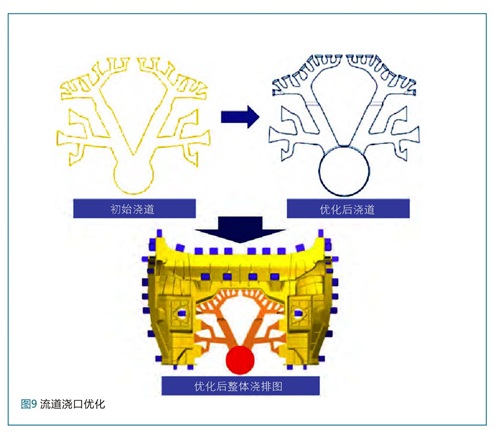
基于流体动力学守恒方程与熔体流动阻抗理论,浇注系统优化需重点调控内浇口截面积与流动路径的协同效应。本研究采用截面参数调整方法对浇道进行优化设计,在保证内浇口速度场均值(55.1m/s)不变的前提下,将内浇口截面积从4200mm2增加至5080mm2,提升21%,如图9所示,优化后的流道如图4所示。这一调整通过减少内浇口区域的能量损失,使熔体流动的压力梯度下降18.6%,有效改善了浇口处的能量集中现象。
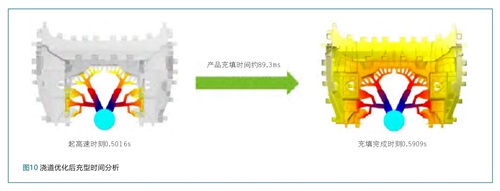
优化前后的浇口对比如图10所示。数值模拟结果显示:优化后熔体到达内浇口时间提前至0.5016s,充填终止时间缩短至0.5909s,总充填时间降至89.3ms,较原方案提升38.8%的充填效率。该参数满足基于流体力学理论推导的压铸临界时间窗口(100±10)ms,验证了增大截面积方法对改善流动延迟的有效性。
3.2 优化分析
基于热传导理论与凝固过程模拟方法,本研究建立了一体压铸过程中型腔温度场的动态变化模型,用于分析高压压铸工艺中的温度分布规律。通过对原始方案的模拟分析发现,型腔末端监测点(ID001-003)的温度场呈现出显著的梯度特征,温度分布范围为641-658℃。
这一温度区间接近铝合金的临界凝固温度范围(630-660℃),如图11所示,表明该区域的热力学状态处于凝固临界点附近。由于温度梯度过大且接近凝固温度,熔体在流动过程中容易因局部温度过低而提前凝固,导致冷隔缺陷的形成风险显著增加。冷隔缺陷会严重影响铸件的力学性能和表面质量,因此必须对温度场进行优化调控。
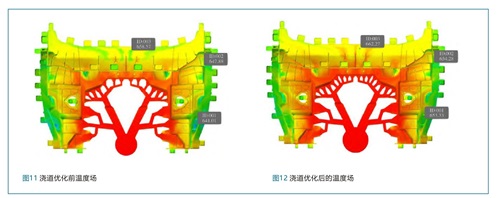
优化方案通过增大熔体通量,显著提升了熔体的热传输效率,使其热传输速率提高了16.2%。这一改进使得末端温度场的分布更加均匀,ID001-003监测点的温度分别提升至653、654和662℃,其中最高温升幅度达到12℃(如图12所示)。这一温度提升不仅有效扩展了熔体的补缩时间窗口,还显著降低了冷隔缺陷的形成风险。通过对流道结构的重构,优化方案成功促进了热场的均衡化分布,提高了铸件的整体质量。进一步分析表明,流道重构通过改善熔体的流动路径和热传导效率,有效减少了局部温度梯度过大的问题。这一发现对于高压压铸工艺的优化具有重要意义,特别是在提高铸件力学性能和表面质量方面。
4、结束语
本文针对一体化压铸前机舱进行了材料-结构-工艺一体化开发,通过集成拓扑优化与数值仿真方法,系统研究了高集成度压铸件的制造可行性及工艺参数优化策略,主要结论如下。
(1)材料-结构-一体化设计。基于密度法的拓扑优化方法,结合NVH与碰撞多工况约束条件,构建了前机舱一体化结构。通过引入拉拔方向约束(脱模角1°)与壁厚梯度控制(2-6mm),实现了力学性能与工艺可行性的协同设计,为材料-结构一体化提供了理论依据。
(2)工艺仿真与材料特性验证。通过数值仿真分析了一体化前机舱压铸工艺的充填过程,结合Al-Cu系合金的物性参数,揭示了原始浇口方案(4200mm2)在充填时间、速度场分布及温度场均匀性方面存在的问题。仿真结果表明,原始方案的充填时间为146ms,较P-Q理论值偏差38.9%,主要归因于浇口时序异步性及速度场空间异质性。
(3)工艺优化。通过调整内浇口截面积从4200mm2增加至5080mm2(提升21%),显著改善了熔体流动的压力梯度(下降18.6%),使充填时间从146ms缩短至89.3ms,充填效率提升38.8%,满足压铸临界时间窗口(100±10)ms。同时,优化后的熔体通量提升21%,末端温度场均匀性显著改善,监测点温度分别提升至653、654和662℃,最高温升幅度达12℃,有效降低了冷隔缺陷的形成风险。
通过优化浇口设计和流道结构调整,显著提升了大型薄壁压铸件的工艺稳定性,验证了铝合金一体化压铸技术在车身高集成化制造中的工程适用性。研究结果表明,材料-结构-工艺一体化集成分析方法能够有效解决大型压铸件的工艺缺陷问题,为高集成度车身制造提供了理论支持和技术保障。

 25.92万
25.92万

 26.17万
26.17万
 9648
9648
 1.78万
1.78万
 1.46万
1.46万
 1.17万
1.17万
 1.45万
1.45万
 1.52万
1.52万
 1.45万
1.45万
 1.96万
1.96万
 1.64万
1.64万
 1.03万
1.03万
 1.32万
1.32万
 1.44万
1.44万
 7799
7799
 1.19万
1.19万
 1.23万
1.23万
 1.34万
1.34万
 7942
7942
 6952
6952
 621
621
 316
316
 257
257

















