














文:安徽江淮汽车集团股份有限公司徐清魁、饶旭东、王跃、尚红标
摘要:根据汽车对轻量化的需求,车身上大量采用一体化压铸铝合金零部件,为了提高铝合金零件的螺纹使用寿命,使用新型内螺纹紧固件钢丝螺套成为重要方法,钢丝螺套的安装质量会影响车辆性能。针对钢丝螺套安装工艺及使用常见问题,从钢丝螺套的原理、应用及分类、螺纹孔加工与钢丝螺套安装等方面展开分析,提出了解决或预防措施,为钢丝螺套装配提供参考。
关键词:钢丝螺套;压铸铝合金;装配
引 言
轻量化是汽车设计和制造的重要原则之一,总质量减轻可以大大降低汽车燃料消耗,提高新能源汽车续航里程。从成本、环保和成熟度方面综合来看,铝合金是汽车轻量化的首选材料。汽车用铝合金中压力铸造铝占比80%左右。采用一体化压铸工艺实现多个车身零件集成在一个零件上,可以充分利用铸件框架结构和筋条特点,实现提高车身刚度和减轻重量的目的。同时相对冲焊多道工序,压铸一次成形,大大简化了制造流程。
压铸工艺已成功应用于汽车发动机舱、后地板等车身结构件上,这些结构件与外部连接需根据场景选择不同方式,除了性能外,重点要考虑生产自动化和使用过程可拆卸。由于压铸铝合金相比钢铁强度低,质地较软,直接攻丝螺纹强度容易产生强度不足,反复拆卸易磨损或滑牙。为解决这个问题,在压铸铝合金螺纹上安装钢丝螺套是一种常见方法。
本文以钢丝螺套在某车型一体化压铸铝合金车身零件上的应用为主要研究内容,分析了钢丝螺套原理、应用及分类,针对钢丝螺套安装工艺及使用常见问题,提出了解决或预防措施,为后期钢丝螺套在压铸铝合金上的使用提供参考。
1、钢丝螺套基本原理
钢丝螺套是一种用于提高螺纹强度和保护螺纹的嵌入护套,其是用高强度、高精度的冷轧不锈钢丝绕制成螺旋状同心线圈,钢丝截面形状为菱形,材料常用nicr18奥氏体合金钢,平均抗拉强度可达到1500n∕mm2,具有较高的硬度及较低的表面粗糙度。
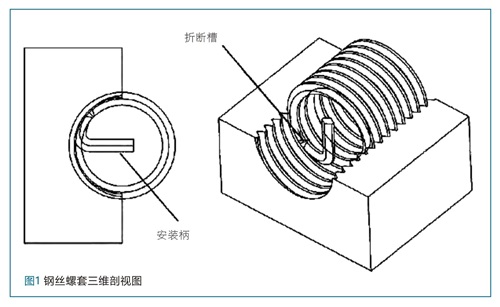
自由状态下钢丝螺套直径大于铝合金基体螺纹孔径,需要通过专用工具产生扭力把钢丝螺套旋入基体孔螺纹中。安装完毕,依靠钢丝螺套外螺纹张力与基体孔内螺纹之间产生摩擦力固定在基体螺纹孔内,最后由钢丝螺套内形成一个符合标准且性能优良的高精度内螺纹,以满足使用需求。钢丝螺套的三维投影剖视图如图1所示。
2、钢丝螺套的应用
螺栓(螺钉、螺柱)外螺纹与钢丝螺套内螺纹连接时,钢丝螺套弹性一定程度上消除了螺距和牙型半角之间的误差,使各圈螺纹负荷均匀。同时钢丝螺套以其自身的弹力贴合在内螺纹槽内,使螺栓外螺纹不直接与铸铝基体接触,可以对基体内螺纹进行有效保护,能够改善连接条件,增加螺纹连接承载力和疲劳强度,延长基体螺纹使用寿命,同时具有抗震和防松作用。另外,减少了应力集中,延长了螺纹连接的疲劳寿命,提高了螺栓连接的可靠性。目前,相关行业形成了钢丝螺套标准系列规格,适用于不同的尺寸等级。相关文献表明,安装钢丝螺套的压铸铝合金内螺纹抗拉强度提高了50%左右,破坏扭矩提高了约40%,因此,钢丝螺套主要用于提高车身一体化压铸铝合金零件的螺纹孔强度,也可以应用在螺纹加工错误或已损坏的内螺纹孔修复场景中,或利用钢丝螺套中介进行系列国际标准、英制、统一螺纹等不同螺纹孔的相互转换。
3、钢丝螺套的分类
钢丝螺套按功能可分为普通型和锁紧型。
(1)普通型钢丝螺套
普通型钢丝螺套的螺纹除了材质外,形态与标准螺纹一致,也是由轧制成菱形截面的不锈钢丝连续绕制而成,钢丝螺套的内外螺纹高度同心。其直径大于安装螺孔对应的直径,装入后有一定的过盈量,与螺扣粘接摩擦、自锁,一次装入符合要求。
(2)锁紧型钢丝螺套
锁紧型钢丝螺套的原理和性能与普通型螺套一样,但其中有一匝或几匝绕成多边形锁紧线圈。工作时使螺栓拧入后在螺纹侧面产生一个张紧力,以防在动载条件下螺柱松动,从而实现锁紧功能。因此,无须再使用开口销、锁紧螺母、止动垫圈等锁紧元件。
这种螺纹套管会涂上颜色,以便与普通型区别。钢丝螺套按结构可分为有尾型和无尾型。有尾型为传统型式带安装柄;无尾型为改良的护套,采用驱动凹槽替代传统安装柄,因此不再需要打断并取出安装柄,同时具有双向性安装的优势,有取代有尾型钢丝螺套的趋势。
4、螺纹孔加工与钢丝螺套安装
由于压力铸造铝合金的特性,需特别关注其上面螺纹孔和钢丝螺套安装,螺纹孔加工与钢丝螺套安装这两道工序是决定性能和质量的关键环节,工艺流程如下:
(1)钻孔。根据设计要求,在安装钢丝螺套的压铸铝合金基材上加工出底孔,可以使用普通的麻花钻,钻孔后孔口做一个90°倒角,倒角的直径不大于螺孔的螺纹大径,对于盲孔需要增加5个螺距的长度。
(2)攻丝。使用专用丝锥在钻出的底孔上攻丝内螺纹,内螺纹尺寸公差按钢丝螺纹厂家要求或参考相关标准,相关标准主要有国军标gjb119.3a-2001«安装钢丝螺套用内螺纹»[5]、国标gb∕t24425.5-2009(«钢丝螺套用内螺纹»和行标hb5515-1996«安装钢丝螺套用内螺纹»等,要注意各标准下钢丝螺套用内螺纹的甄别和需要。铝液在高压高速压铸过程中卷气、凝缩产生的气孔是压铸铝合金结构件常见的缺陷,在加工螺纹孔部位时需要尽量避免。如果确实避免不了,螺纹孔前面4个牙螺纹必须完整,螺纹表面必须光滑,必要时可以进行样件保载力试验和扭矩检测,验证是否满足功能要求。
(3)螺纹孔清理与检查。攻丝倒角后的螺纹孔应进行清理。清理方式可采用压缩空气气枪吹切屑,盲孔可采用带径向孔的压缩空气枪自下而上吹,毛刺也要清理干净。另外采用螺纹套通止规检查螺纹孔公差是否合格。
(4)钢丝螺套安装。用专用工具将钢丝螺套旋入可以转动的芯轴,钢丝螺套的安装柄卡入芯轴槽口;旋动手柄或采用气动,使芯轴螺纹与钢丝螺套前部螺纹咬合并继续前进;将钢丝螺套端头对准基体螺孔,旋动手柄或采用气动使钢丝螺套旋入基体螺孔内,安装到位后,用去柄工具敲断钢丝螺套的安装柄,反向旋转退出或工具离合器停止,然后按反转按钮,反转退出,安装完成。专用工具安装钢丝螺纹套如图2所示。

(5)螺纹套检验。用普通螺纹通止规检验安装螺纹套后的螺纹,如果安装不到位,取出工具配合钻头,反转实现钢丝螺套的去除。注意螺套安装后必须低于螺孔端面0.5-1.5个螺距。钢丝螺套应沿螺孔牙槽紧密贴合在螺孔壁上,不得有跳牙或与螺孔壁脱离,外观完整。
5、钢丝螺套装配与使用常见问题
钢丝螺套在安装中会出现不同的问题,以下为主要问题及解决或预防措施。
(1)钢丝安装过程卡滞
钢丝螺套安装中出现不顺畅、受阻现象可能的原因主要有:一是钢丝螺套轴线与安装孔轴线不平行;二是基孔有铝屑等异物阻碍了钢丝螺套的安装;三是安装孔口部未倒角,导致钢丝螺套不易导入螺纹孔;四是安装基孔过小引起安装不易,需要按相应标准控制基孔公差。一旦出现钢丝螺套不易安装的情况,应立即停止,并用工具取出螺套,按上述原因一一查找并纠正或更换螺套。
(2)钢丝螺套安装柄断裂异常
钢丝螺套在安装过程中安装柄异常断裂,断裂分两种情况:一是钢丝螺套安装柄在安装工具中被拉断,钢丝螺套还未安装到位,钢丝螺套安装柄就被拉断;二是钢丝螺套安装到位后钢丝螺套安装柄很难断掉。这主要是因为钢丝螺套折断槽开得过深或过浅所引起,需要选用合适的钢丝螺套,加强质量控制。
(3)钢丝螺套安装跳牙
主要在钢丝螺纹套外螺纹与压铸铝基材内螺纹旋合时出现,一般发生在最后一扣。主要原因是安装柄推断后毛刺引起钢丝螺套末端跳牙,或者安装过程中存在额外施加的轴向力。解决方法主要是在设计上选用无安装柄的钢丝螺套,或者加大力度,一次顺利推断安装柄,不产生毛刺,以及严格控制安装过程,依据螺纹旋转安装到位,避免产生轴向力。
(4)螺栓旋入阻力大或螺栓卡死
螺栓旋入钢丝螺套阻力大,主要原因是在安装螺栓进入到钢丝螺套时,在压力及热量作用下表面涂层被破坏,螺纹间金属发生剪切,进而发生黏着;或者螺纹本身存在气孔缺陷,导致钢丝螺套与螺栓旋合不规则,若继续拧动螺栓,则该现象持续发生,继而会出现螺纹卡死。该类问题主要还是从预防上解决:一是对螺栓做干膜润滑剂涂覆处理或在螺纹上涂覆润滑油;二是螺栓装配时缓慢进行,减小卡死几率;三是安装钢丝螺套时,提前检查螺纹缺陷。
(5)螺栓安装时无法达到额定扭矩
螺栓安装未达到额定扭矩,此时钢丝螺套跟随螺栓旋转方向而旋转,如果采用定扭扳手就无法达到量值。主要原因是压铸铝合金基体厚大容易出现材质疏松,甚至有铸造气孔,如果在螺牙处缺陷,会产生强度不足。解决方法:一是将底孔切削螺纹改为挤压螺纹,以提升牙型强度;二是提前检查螺纹缺陷,进行排除。
6、钢丝螺套及组件性能试验
钢丝螺套试验分两大类,一是针对钢丝螺套自身性能进行的试验,主要包括硬度试验、钢丝弯曲试验、折弯槽试验和盐雾试验,另一类是安装在压铸铝合金基体后组件的试验,主要有重复拆卸、抗拉强度和破坏扭矩试验,考虑到后者是产品应用重点,下面主要对此进行阐述。
6.1 重复拆卸试验
将钢丝螺套装入压铸铝合金内螺纹基体后形成组件试样,按gb∕t16823.3-2010«紧固件扭矩夹紧力试验»[8-9]标准方法进行试验,拆卸扭矩为设计扭矩,反复拆卸次数≥10次后,螺纹无破损,螺套转动不超过90°,且螺套在铸铝基体内不产生脱落,即为合格。
6.2 抗拉强度试验
抗拉强度的试验参照gb∕t3098.2-2015«紧固件机械性能螺母»中保证载荷试验法进行,在试验机上拉力逐渐增加,直至试件的设计最大拉力,钢丝螺套无断裂、破损且无旋转脱扣,试验芯棒或试验螺栓经拉力试验后能旋出,视为合格。如果在拉力试验机逐渐加载中内螺纹损坏,或者内螺纹有明显脱扣和滑牙现象,则记录此时拉力,并与设计拉力比较,判断是否合格。
6.3 破坏扭矩试验
在破坏扭矩试验过程中,扭矩逐渐增加,直至试件的内螺纹破坏或者螺栓出现失效形式为止,记录此时扭矩,并与设计扭矩比较判断。
7、结 论
本文针对钢丝螺套安装工艺及使用常见问题,从钢丝螺套的原理、应用及分类、螺纹孔加工与钢丝螺套安装等方面展开分析,提出了解决或预防措施,为钢丝螺套装配提供参考。
(1)通过在压铸铝车身件螺纹孔内增加钢丝螺纹套,改善了连接条件,提高了压铸铝合金车身结构件采用螺纹连接的可靠性;
(2)针对钢丝螺套在一体化压铸铝合金车身装配与使用中的常见问题,首先应依据行业标准或企业内控标准控制钢丝螺套自身零件质量;同时根据钢丝螺套特性和压铸铝特点,在工艺过程中控制好各关键工序,特别要注意螺纹孔加工与钢丝螺套安装过程一些失效模式的预防,严格执行工艺文件和规范要求;另外应依据功能要求,做好样品重复拆卸、抗拉强度和破坏扭矩试验验证测试,以保证优异的连接性能;
(3)在一体化压铸铝合金车身结构件上应用钢螺套也是提高螺纹使用寿命的方法之一。钢螺套是具有内外螺纹的刚性件,与钢丝螺套连接原理相似,不过厚度更厚,功能和结构更多样,连接强度也更高。下一步将对钢螺套的应用开展相关研究。

 26.41万
26.41万

 26.67万
26.67万
 9748
9748
 1.79万
1.79万
 1.47万
1.47万
 1.18万
1.18万
 1.46万
1.46万
 1.53万
1.53万
 1.47万
1.47万
 1.98万
1.98万
 1.65万
1.65万
 1.04万
1.04万
 1.33万
1.33万
 1.47万
1.47万
 7982
7982
 1.2万
1.2万
 1.24万
1.24万
 1.36万
1.36万
 8087
8087
 7108
7108
 770
770
 477
477
 397
397


















