














1、摘 要
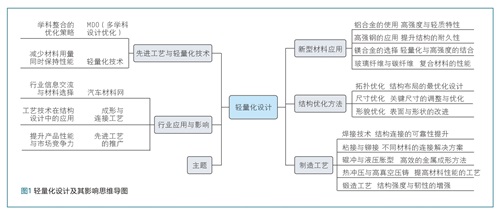
压铸是汽车制造的核心工艺之一。然而,压铸件在成型后往往存在毛刺、飞边等缺陷,传统人工去毛刺方式效率低、成本高且难以保证一致性。机器人去毛刺技术凭借高精度、高柔性和自动化优势,正逐步成为压铸后处理的关键解决方案。本报告从市场发展和制造工艺两个维度,介绍机器人去毛刺设备在一体化压铸中的应用,及随着新能源汽车和轻量化
技术的快速发展,机器人去毛刺在一体化压铸应用前景及技术挑战。图1。
2、市场发展分析
2.1 一体化压铸市场驱动因素
(1)汽车轻量化需求爆发
在响应节能减排的号召下,轻量化技术在降低车辆能耗方面发挥了重要作用。根据相关研究数据,燃油车重量减少10%时,其油耗可以降低7.5%至9%;对于电动汽车而言,重量减少10%时,其续航里程能够提升5.5%。这些数据清晰地表明,无论是减少燃油消耗还是提升电力效率,轻量化都是一个有效的策略。随着新能源汽车轻量化需求的增加,电池包和车身结构件等领域的应用前景显得尤为广阔。表1。

特斯拉、小鹏等车企率先布局一体化压铸,带动行业需求增长。紧接着,各传统车企纷纷跟进。
丰田汽车公司将于2024年在爱知县的工厂引进用于一体成型车身部件的一体化压铸“Gigacast”技术,采用一体化技术的车型2026年投入市场。
2025年9月9日至14日,在慕尼黑举办的IAAMobility2025车展上,大众汽车在技术日发布会上宣布将为多款即将上市的入门级电动车采用一体化压铸技术。
9月5日比亚迪执行副总裁何志奇发微博参观9000T一体化压铸车间
(2)政策支持与产业升级
得益于技术进步、工业自动化趋势、市场需求增长、环境法规和可持续性要求。随着制造业对自动化和智能化需求的增加,去毛刺设备将更受欢迎,尤其在汽车、航空航天等领域。
2.2 机器人去毛刺设备市场前景
未来主要增长来自:
汽车行业(一体化压铸后处理需求);
航空航天(eVTOL结构件精密加工);
机器人制造(关节、外壳等精密去毛刺)。
以超大型压铸机的应用为例,截至2024年,据不完全统计,国内已配置6000吨级一体化压铸设备的企业约30家,保守估计其年产能——仅以后地板产量计——可达约800万件/年。
另一方面,2024年国内搭载前底板一体化压铸结构的汽车销量约为150万辆(基于2024年1115万辆新能源汽车销量估算)。
从以上数据可以看出,当前一体化压铸的实际产能尚未充分释放,市场需求仍不明朗。因此,多数引进大型压铸设备的企业对配套工艺装备(如机器人去毛刺单元)的投入仍持观望态度。未来,随着各大车企产品不断升级迭代,对一体化压铸件的需求预计将逐步提升,进而推动机器人去毛刺设备的市场需求增长。
竞争格局:当前市场竞争主体包括国内外机器人主机厂商、由CNC机床企业衍生的去毛刺专机供应商,以及部分自动化设备解决方案提供商。
3、制造工艺优化分析
3.1 一体化压铸件的毛刺问题
毛刺来源:
模具分型面溢料;
产品切边、冲压过程产生的毛刺;
产品脱模顶出顶针位产生的毛刺,图2。

一体化压铸产品毛刺的危害:
割伤汽车线束;
汽车组装、检修时,毛刺会割伤作业人员,产生安全事故。
传统去毛刺方式痛点:
人工打磨:由于产品体积大、重量高,需要多人协同作业,效率低(3-5分钟/件),一致性差,劳动力成本高且存在安全隐患。
CNC去毛刺:适用于简单结构,但柔性不足,难以适应复杂曲面。
3.2机器人去毛刺工艺方案
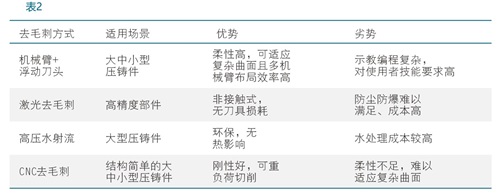
(1)其他技术路线对比,表2。
(2)机器人去毛刺核心工艺发展
自适应力控技术:机器人搭载浮动主轴,通过设定浮动预压量并依据实际工况调整切削压力,确保刀具始终与毛刺部位稳定贴合,有效防止过切或漏切,提升加工一致性与质量稳定性。
测量引导定位:基于产品毛刺变形量的规律特征,借助激光测量技术实时识别变形区域,自动计算轨迹偏移量并动态调整机器人加工路径,实现高精度去除,适应复杂工件形态。
数字孪生仿真规划:通过构建设备的精细三维模型,在专业仿真软件中模拟去毛刺全过程,预先优化机器人运动轨迹,尤其在多机器人协同作业场景中,有效检测并规避路径干涉风险,提升运行可靠性与系统效率。
(3)典型应用案例
案例1:广州太威GIGAREX一体化压铸去毛刺标准机,图3。

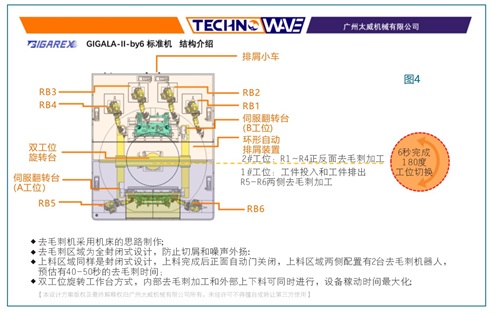
案例2:广州太威升级版GIGALA-II-by6标准机一体化压铸去毛刺标准机,图4。
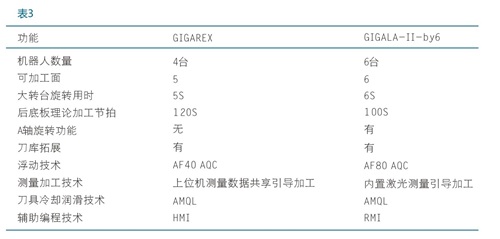
两款设备效能对比,表3。
在最新升级版的设备中,采用了最新开发的AF80S浮动主轴。原有设备每台机器人配置了2套去毛刺主轴,一套是刚性大功率主轴,一套是AF40浮动主轴,但在升级版设备中,每台机器人只需要使用一套AF80S主轴,就能满足柔性切削和刚性切削,在加工中可以随时切换。
AF80S主轴是广州太威针对一体化压铸去毛刺生产中的痛点而专门开发的工具,这样不仅简化了设备的构造减轻机器人的负荷,而且还可以减少搭载2套主轴时容易产生的加工干涉的问题。另外升级版的系统还配备了RMI智能加工系统。
这是一套高效的机器人与设备交互系统,能够根据不同压铸件产品的毛刺情况,智能调整加工参数,自动适应不同大小的毛刺,极大地提高了加工的灵活性和自适应性。此外,RMI系统还通过可视化的界面简化了操作人员调整工艺参数的流程,实现了不停机快速调整,进一步提升了生产效率。图5。

4、挑战与未来趋势
4.1 当前技术瓶颈
加工材料、及加工工艺的兼容性
在当前汽车产业轻量化趋势的推动下,镁合金压铸件已成为众多车企的选择之一。为提升设备利用率,部分企业开始采用镁合金与铝合金混合生产的方式,这也对设备制造厂商在防爆安全方面提出了更高要求。
机器人去毛刺工艺通常以干式切削为主,产生的粉尘量极少,本质上具备较高的安全性。然而,随着镁合金应用规模的扩大——尤其多见于车门、前后机盖等外观件,这类对表面质量要求较高的产品往往需经历表面打磨工序,在此过程中易产生大量粉尘。如何对这类粉尘进行合规、集中且安全的处理,已成为实际生产中必须严肃面对的重要课题。
设备使用的便利性
机器人去毛刺是一项系统性工程,技术复杂度高,对研发与应用人员的综合能力提出了较高要求。从业者不仅需要熟练掌握机器人示教编程,深入理解机器人的各项参数设置与底层逻辑,还需具备切削与打磨加工的基础工艺知识,能够根据材料特性、加工要求精准选择刀具与工具,并对加工参数具备深刻的判断力。尽管文中提到的设备配备辅助编程技术,可通过选择预设参数简化操作,但如何从众多参数中选出最优组合,仍依赖长期实践所积累的经验。此外,产品的生命周期属性也意味着设备常需适配新的生产任务,此时往往需重新进行示教编程与参数调整,对人员的技术延续性与问题解决能力提出了持续挑战。
4.2 未来发展趋势
智能化升级:深度融合人工智能与机器视觉技术,构建实时检测与自适应处理的闭环系统,实现对毛刺的自动识别、定位与精准去除,提升工艺自主性与一致性。
模块化设计:通过推进关键功能模块的标准化与可重构设计,降低系统集成与维护成本,提高设备兼容性与扩展性,支持根据不同产线和工件需求灵活组合与快速更换。
5、结论与建议
结论:机器人去毛刺的“不便”本质上源于其从“自动化”向“智能化”演进过程中的必然阶段。当前的不便主要体现在对复杂工艺的适应性、高昂的初始投入以及对专业人才的依赖上。然而,随着机器视觉、AI算法和力控技术的不断成熟,这些痛点正在被逐一破解。未来,机器人去毛刺将变得更加“傻瓜化”和高效,最终成为一体化压铸生产中不可或缺的标准化环节。

 26.41万
26.41万

 26.68万
26.68万
 9748
9748
 1.79万
1.79万
 1.47万
1.47万
 1.18万
1.18万
 1.46万
1.46万
 1.53万
1.53万
 1.47万
1.47万
 1.98万
1.98万
 1.65万
1.65万
 1.04万
1.04万
 1.33万
1.33万
 1.47万
1.47万
 7982
7982
 1.2万
1.2万
 1.24万
1.24万
 1.36万
1.36万
 8089
8089
 7109
7109
 771
771
 480
480
 399
399



















