














文:
广东鸿图(南通)模具有限公司汪学阳、张立胜、张浩宇、赵剑峰
广东鸿图南通压铸有限公司汪学阳、伍世添
摘要:针对某款采用局部加压或局部冷却无法有效地解决产品缩孔及表面烧伤缺陷问题,设计了压铸模内置点冷与局部加压复合结构。经过实际验证,针对壁厚区域既可以实现局部加压,又可以对模具起到冷却作用。在提高产品质量的同时,降低模具故障率及运行成本,给同行设计提供了一定的参考和指引。
关键词:压铸模;内置点冷,局部加压,复合结构
1、引言
随着产品的集成度越来越高,压铸件的结构也越来越复杂,密集型油道孔的设计越来越多,并且经常出现与拔模方向不一致的斜油道孔。这些油道孔不能通过毛坯预铸成型,在铸造后通过机加工方式成型。因多条斜油道不能预铸,造成局部位置厚大,容易产生缩孔、缩松等铸造缺陷。为了解决上述问题,同行业压铸企业通过增加点冷或者设计局部加压机构解决铸造缺陷。
因为局部加压结构及附件的安装需要一定空间,造成局部加压附近不容易设计冷却水路,经常出现在产品尖角位置或者减料槽位置发生烧伤,造成产品泄露等缺陷。
本文基于在压铸生产现场遇到的实际问题,在压铸模内部设计了内置点冷与局部加压的复合结构,并进行应用。通过实践检验,该复合结构既可以实现局部加压,又可以对模具起到冷却作用。在提高产品质量的同时,降低模具故障率及运行成本,给同行设计提供了一定的参考和指引。
2、技术开发背景
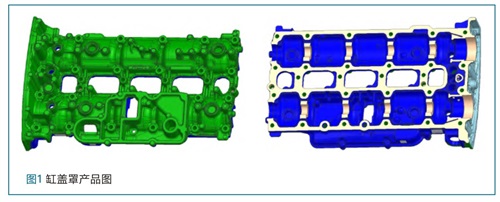
我司开发了一款缸盖罩产品,如图1所示,产品重量3.1kg,最大外形尺寸为460×290×83mm,材料为A380压铸铝合金。
该产品定模侧有6条润滑斜油道,因斜油道不能预铸,此位置壁厚超过50mm。在模具方案设计前期评估,此位置通过压铸参数的调整无法解决内部缩孔或者缩松的缺陷,需要在定模侧增加局部加压装置。故按照常规的局部加压结构进行模具设计以及参数调整,在模具首次试制时,发现局部加压对产品壁厚区域的内部质量有很大的改善。受限于产品结构以及局部加压结构,在润滑油道周边没有布置冷却水路,导致油道旁的减料槽位置发生烧伤缺陷,经过气密性检测后发现,烧伤区域发生了泄露,不良率较高,亟需进一步改善和优化。
3、原局部加压设计方案
基于产品结构及功能的考虑,针对润滑油道区域设计了局部加压方案,其结构如图2所示。
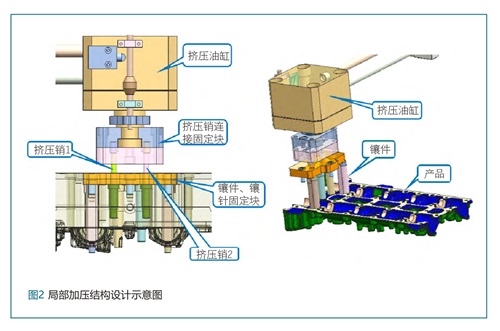
在定模框内部挖槽放置局部加压油缸,局部加压油缸联轴器使用并联结构能同时挤压两支局部加压,可以在狭小空间内,使用一个油缸驱动两个局部加压杆。为了保证挤压油缸的推力足够带动两支ϕ10mm的局部加压杆,选用了缸径ϕ125mm的挤压油缸。经验证发现,因局部加压结构的限制,在其附近无法布置有效的冷却。
当模具在连续生产过程中,油道旁的减料槽发生表面烧伤缺陷,如图3所示。

产品加工完成后,在气密性检测时发现,在烧伤的位置,产品出现了泄漏。另外在连续的压铸生产过程中,该位置因内部无冷却,模具温度较高,局部加压装置在工作过程中出现卡顿、卡死等故障,生产效率较低。
4、内置点冷却与局部加压的复合结构设计
根据实际生产过程中暴露的产品缺陷及模具故障等问题点,针对原局部加压结构做进一步的优化,设计了内置点冷却与局部加压的复合结构,其结构如图4所示。该方案的优点是在一定的空间内既可以设置局部加压装置,又可以在狭窄区域布置冷却,实现了挤压和冷却的双重作用。
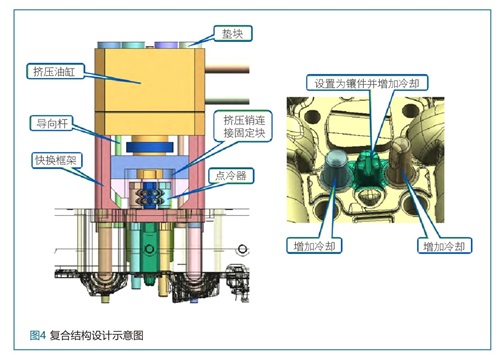
在改善方案中,首先在问题区域增加了冷却水路,将产品中间减料槽更改为镶拼结构,并在镶件上增加冷却管路。增加管路后,模具镶件水路距离型腔表面厚度为3mm,在连续生产过程中容易发生开裂等故障,需要考虑在故障发生后,快速维修以降低对生产的影响。在满足设置冷却的条件下,把局部加压连接固定块改为异型结构,原镶针、镶件固定块改为快速框架结构,以上优化是确保故障发生时可以实现快速更换。为了保证局部加压杆运动过程中的精准导向,防止因运动过程中定位偏差出现卡顿、卡死的情况,在局部加压装置中增加了4支导向杆。另外在挤压油缸背面增加垫块,在油缸和压铸机定模板之间起到支撑作用,便于微调高度,防止油缸螺丝出现返松情况。
此结构保留了局部加压的功能且结构运行可靠,结构的内侧增加了3支单点冷却器可以有效降低模具生产过程中的温度,做到在挤压的同时还能有效地冷却铝液,大大提高了产品的质量。由于在厚壁区域以及减料槽位置增加了冷却管路,可以降低模具温度,减少因模具的温度升高导致的局部加压杆的卡死、卡顿情况。
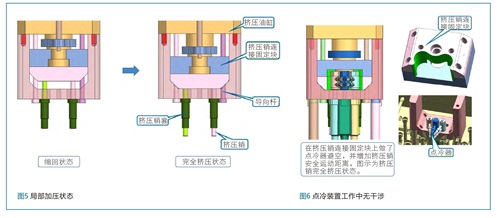
该复合结构工作过程:如图5所示,为局部加压完全挤压状态。在油缸作用下挤压油缸工作,推动局部加压固定块及局部加压杆向下运动,局部加压伸杆处推动半固态铝液往前运动,起到二次补缩作用。点冷装置在挤压状态下无干涉(见图6),实现了狭小空间内的复合设计。
5、优化方案实施对比
通过对原有局部加压结构的问题分析,优化设计了内置点冷与局部加压的复合结构,其结构在保证局部加压正常工作的前提下,对产品及模具实现了冷却。连续生产表明,复合结构设计的机构运动顺畅,局部加压杆的寿命由原8000模次提升至20000模次;单次拆换时间由40min缩减至25min,节约了维护时间。产品表面烧伤问题得到了较大改善,泄露不良改善明显,产品内部质量合格,实物图如图7所示。总体来说此结构,降低了故障率,改善了产品品质,提高了效率,在实际运用中具有明显的经济效果。

6、总结
本文针对缸盖罩铝合金压铸模采用局部挤压出现的不能解决产品烧伤缺陷的问题,结合现场应用端的问题进行改良,设计了压铸模内置点冷却与局部加压的复合结构。该结构复合了挤压及冷却的双重功能,通过实验验证,改善后的结构运行稳定可靠,在挤压的同时又能很好地冷却产品和模具。既提高了产品质量,又降低了使用成本。该结构对于复杂压铸模的后续设计提供了很好的借鉴与参考。

 27.25万
27.25万

 27.53万
27.53万
 9838
9838
 1.82万
1.82万
 1.5万
1.5万
 1.18万
1.18万
 1.47万
1.47万
 1.56万
1.56万
 1.48万
1.48万
 2万
2万
 1.67万
1.67万
 1.05万
1.05万
 1.34万
1.34万
 1.47万
1.47万
 8195
8195
 1.22万
1.22万
 1.27万
1.27万
 1.38万
1.38万
 8331
8331
 7242
7242
 1008
1008
 728
728
 620
620

















