














文:陕西法士特齿轮有限责任公司马洪
摘要:随着汽车轻量化技术的深入发展,大型压铸件的结构复杂度与尺寸规格显著提升,其浇排系统设计也趋于精细化。传统切边模去除工艺在面对多层渣包、复杂排气枝及厚壁内浇口时,暴露出自动化程度低、劳动强度大及铸件损伤风险高等问题。以重卡变速器压铸壳体为研宅对象,提出“剪-磕-敲-锯”组合式自动化去除方案,通过液压剪切、机械臂磕碰、气锤敲击及精密锯切的协同作业,实现了复杂浇排系统的高效去除,为同类复杂压铸件的后处理工艺提供了创新思路。
关键词:压铸工艺;变速器壳体;浇排系统;自动化去除;组合工艺
压铸作为金属液态成型领域的核心技术,凭借高精度、高效率及复杂结构成型能力,在汽车零部件制造中占据重要地位,压铸技术作为铝合金零件生产的一种重要工艺,具有较高的成型精度、生产效率以及优良的表面质量,适合大批量自动化生产,在铸造产业中占据了越来越高的地位。《中国压铸行业发展报告(2024)》显示,全球压铸件市场规模已突破8000亿元,其中汽车用压铸件占比达65%以上。随着“双碳”目标的推进,铝合金压铸件因密度低(2.7g/cm3)、比强度高(≥200MPa)等特性,成为汽车轻量化的关键技术路径。以重卡变速器为例,铝合金壳体较传统铸铁件减重达40%,燃油效率提升5%-8%。
浇排系统作为压铸模具的“血液循环系统”,其核心功能是引导金属液平稳充型、排除型腔气体并收集冷料。现代压铸件为解决气孔、冷隔等缺陷,普遍采用多层渣包(如3-5层立体分布)与网状排气枝结构。研究67051015-1DC变速器压铸壳体,其浇排系统包含9个厚壁内浇口(厚度5.7mm)、40个立体渣包及4条连通排气枝。然而,该壳体在去除浇排系统环节存在三大难题:
(1)40个立体渣包分布跨越3个高度层且彼此穿插连接,机械臂一次磕碰到位率不高;
(2)传统切边模工艺由于过程定位偏差故障率较高;
(3)9个厚壁内浇口采用人工去除时,工人劳动强度大且存在粉尘危害。针对上述问题,笔者提出了“剪-磕-敲-锯”组合式自动化去除方案以应对此类复杂结构。
1、铸件特性及浇排系统设计
1.1 铸件技术参数
目标铸件为AMT重卡变速器壳体,外形尺寸520mm×420mm×325mm,平均壁厚7mm,质量33kg,采用ADC12铝合金压铸成形,其结构特点包括:
(1)多向凹凸特征:内腔包含复杂齿轮箱腔体、传感器安装孔等特征。
(2)薄壁-厚壁过渡:法兰连接部位壁厚达15mm,与薄壁区域形成显著热节。
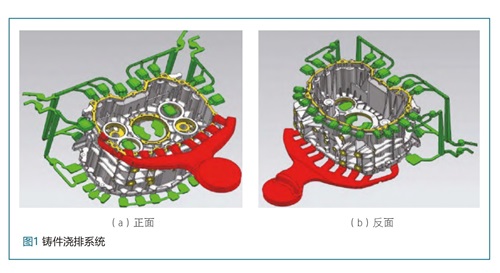
(3)立体浇排网络:浇道呈放射状分布,渣包沿铸件轴向三层布置,排气枝通过ϕ8mm通道贯通上下层渣包,如图1所示。
1.2 浇排系统设计要点
该铸件的浇排系统设计遵循“顺序充型-梯度排气-高效集渣”的原则。
(1)内浇口设计:采用9个扇形内浇口,宽度25-30mm,通过增大接触面积降低金属液的冲刷速度,控制在30-40m/s,减少卷气风险。
(2)渣包布局:①顶层渣包:布置于铸件顶部法兰边缘,用于收集最先进入型腔的冷料;②中层渣包:分布于内腔两侧,通过ϕ10mm排气枝与外部连通;③底层渣包:设置于铸件底部凸台处,配合盲孔结构增强集渣效果。
(3)排气系统:采用“主排气道+枝状排气枝”组合,主排气道截面积50mm2,排气枝截面积10-15mm2,确保型腔气体迅速排出。
1.3 传统工艺的局限性
(1)切边模工艺:需预先通过机械臂磕碰去除渣包,但40个渣包分布于铸件的两端及内腔,分布跨越3个高度层且彼此穿插连接,机械臂一次磕碰到位率只有85%,且机械臂在磕碰过程中因受力不均(峰值载荷达500N)导致定位偏差,误差≥2mm,切边模故障率高达15%。
(2)人工处理:单个铸件渣包去除需耗时200s,浇道锯切需额外300s,且粉尘浓度超标,实测为8.5mg/m3,高于国标限值4mg/m3,工人日均劳动强度相当于搬运1.5t重物。
2、组合式去除方案的技术创新
根据铸件特性以及加工难点,考虑到传统工艺的局限性,创新性地提出了组合式去除方案。该方案设计时充分考虑了传统去除方案的难点与弊端,如机械臂一次磕碰到位率只有85%、切边模故障率高达15%、工人劳动强度大等问题。创新点主要体现在工艺路线设计及采用的设备两方面。
2.1 工艺路线设计
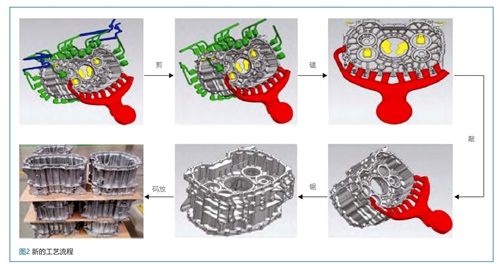
针对该铸件的结构特点,创新性提出“剪-磕-敲-锯”四步工艺链,通过模块化设备集成,实现从排气枝剪断到浇道锯切的全流程自动化,新的工艺流程如图2所示。
2.2 关键设备与工艺参数
2.2.1 液压剪切断技术
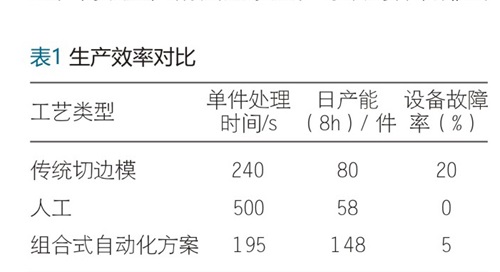
设备选型:采用YJ-160型液压剪,如图3所示,最大剪切力160kN,刀口宽度40mm,适配ϕ8-12mm的排气枝,工作状态如图4所示。
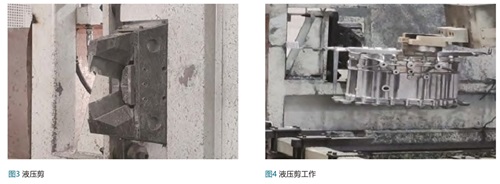
工艺参数:剪切速度50mm/s,单次剪切耗时2.5s;针对4条排气枝分8刀剪切,总耗时20s。
2.2.2 机械臂磕碰工艺
工具配置:磕碰工装如图5所示,磕碰状态如图6所示。

执行机构:ABBIRB4600机械臂,负载110kg,重复定位精度±0.06mm。
运动轨迹:采用“垂直震荡+水平旋转”复合运动,震荡频率2Hz,旋转角度±45°,单次磕碰循环耗时3s。
效果数据:32个外层渣包的平均去除时间为96s,磕碰力控制在200-300N,铸件表面冲击形变≤0.1mm。
2.2.3 气锤敲击工艺
工具配置:英格索兰2130Ti气锤,冲击频率2000bpm,冲击力50-150N,配备长度300mm的加长杆,如图7所示,工作状态如图8所示。

路径规划:8个渣包采用“先侧面后内腔”的顺序,单次敲击耗时3s,共计24s。
工艺优化:针对距离铸件本体<5mm的敏感区域,采用分段敲击,每次冲击行程5mm,避免应力集中导致局部变形。
2.2.4 精密铝切工艺
设备配置:带锯床采用双立柱结构,锯条线速度20m/s,配备伺服进给系统,进给精度±0.05mm,如图9所示。

夹具设计:采用三点定位工装,通过气动压板固定铸件,夹紧力8kN,锯切路径与内浇口轴线夹角控制在5-8°,如图10所示。
质量控制:锯切后残留浇口厚度≤1mm,表面粗糙度Ra≤6.3μm。
3、应用效率及质量提升
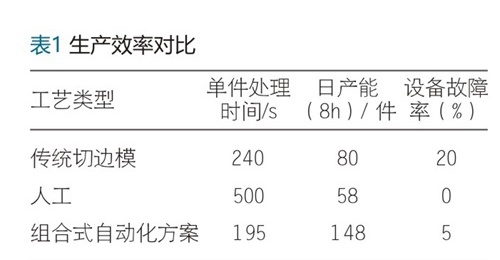
3.1 效率对比
为了验证组合式去除方案的效率提升情况,在同一压铸岛采用传统切边模、人工、组合式自动化方案三种工艺各连续生产10个班次67051015-1DC壳体铸件,分别统计不同工艺浇排单件的处理时间、故障率及日产能,最后取10个班次的平均值,结果如表1所示。
3.2 实际质量提升
传统切边模利用切边机提供压力,采用刀口去除铸件浇道,该方案铸件有崩缺问题,需设置大的安全余量,导致铸件浇排残留量大。人工去除时采用手持锯进行操作,存在浇排高度不统一及铸件搬运过程的磕碰问题。组合式去除方案浇排残留高度可以精确控制,且不存在崩缺及磕碰问题。各统计300件不同工艺方案下的浇排残留高度及磕碰或损伤铸件数量,表现结果如表2所示。
由表2可见,采用传统切边模、人工、组合式自动化方案三种工艺,浇排残留量从平均3mm降至了1mm;铸件损伤率从3%降至1.2%,磕碰、敲击区域无肉眼可见凹痕。
此外,还改善了工作环境,大幅降低了工人的劳动强度。
4、结论与展望
4.1 技术创新
(1)工艺集成化:通过“剪-磕-敲-锯”模块化组合,突破了传统单一工艺的局限性,实现复杂浇排系统的全流程自动化处理。
(2)柔性化设计:机械臂+可更换工装的配置,使该方案适用于相似结构的多品种铸件(如不同型号变速器壳体),换型时间≤30min。
(3)质量-效率协同优化:处理周期与压铸机节拍高度匹配(195svs200s),实现了“压铸-去浇排”的无缝衔接。
4.2 发展展望
智能化升级:可引入AI视觉检测系统,实时识别浇排残留缺陷并触发自动补加工,将良品率提升至99%以上。
绿色制造:可开发切削液循环利用系统(回收率≥95%)及废屑集中处理装置,进一步降低环境负荷。
多轴联动技术:探索六轴机械臂在复杂内腔处理中的应用,实现“无死角”去浇排,拓展工艺适用范围

 28.19万
28.19万

 28.47万
28.47万
 9952
9952
 1.84万
1.84万
 1.52万
1.52万
 1.19万
1.19万
 1.48万
1.48万
 1.58万
1.58万
 1.49万
1.49万
 2.02万
2.02万
 1.7万
1.7万
 1.06万
1.06万
 1.36万
1.36万
 1.48万
1.48万
 8450
8450
 1.24万
1.24万
 1.29万
1.29万
 1.41万
1.41万
 8561
8561
 7445
7445
 1250
1250
 975
975
 873
873


















