














文:本田技研科技(中国)有限公司 温武质
摘要探究了压铸温度、压铸压力、模具温度等关键工艺参数对一体压铸后铝板力学性能的影响。通过精确控制各工艺参数变量,采用ADC12铝板为实验材料,运用冷室压铸机开展了一系列压铸实验,并利用万能材料试验机对压铸后的铝板进行了力学性能测试。实验结果表明,从620°C到700°C,铝板的抗拉强度呈现出稳步上升的态势,由280MPa提升至325MPa,提升幅度达到16.1%。但当模具预热温度继续升高至260°C时,抗拉强度下降至312MPa,最优模具预热温度为220°C,即可有效提升铝板的抗拉强度及延伸率。
关键词:工艺参数;一体压铸;铝板;模具
1、引言
在当今制造业迅猛发展的浪潮中,轻量化需求成为众多领域的核心追求之一,尤其在汽车、航空航天等高端制造业,减轻部件重量对于提升能源效率、增强产品性能起着举足轻重的作用。铝板因其出色的强度-重量比、良好的耐腐蚀性以及卓越的加工性能,逐渐成为这些关键产业实现轻量化目标的首选材料。
一体压铸技术作为铝板加工领域的前沿工艺,打破了传统制造工艺的诸多局限,能够一次性成型结构复杂、精度要求高的铝板部件,极大地提高了生产效率、降低了生产成本,并有效减少了零部件连接部位,增强整体结构强度。然而,一体压铸过程是一个高度复杂且受多种因素交互影响的系统工程,其中压铸温度、压铸压力以及模具温度作为关键工艺参数,对压铸后铝板的最终力学性能起着决定性作用。
2、实验材料与方法
2.1 实验材料
本实验选用常见且在工业领域广泛应用的ADC12铝合金作为研究对象,其主要化学成分质量分数如表1所示。
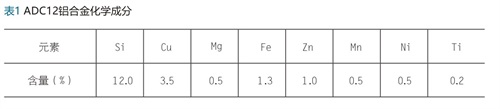
ADC12铝合金的密度为2.8g/cm3,热膨胀系数为24.5×10-6/℃,铝合金熔点为630℃,导热系数为120W/(m·K),弹性模量为75GPa,泊松比为0.33,布氏硬度为75HB,屈服强度为100MPa,延伸率可达5%。板材厚度统一设定为5mm,以确保实验过程中材料尺寸的一致性,减少因厚度差异导致的实验误差。
压铸模具采用H13钢制造,其主要合金元素质量分数如下:铬(Cr)含量为4.75%,钼(Mo)含量为1.1%,钒(V)含量为0.8%,硅(Si)含量为1.2%,碳(C)含量为0.45%,合金成分设计使得模具钢具有高硬度、高强度、良好的热疲劳抗性以及高温稳定性等优异性能,能够满足压铸过程中反复受热、受压以及高速金属熔液冲刷的严苛工况需求。
模具钢经淬火与回火处理后,硬度达到52HRC,冲击韧性不低于15J/cm²,在600℃高温环境下,其屈服强度仍能维持在800MPa左右,确保压铸模具在长期高温、高压工作条件下不易变形、开裂,保障压铸成型过程的精确性与稳定性,进而间接影响一体压铸后铝板的力学性能。模具型腔尺寸为300×200×5mm,浇口系统采用侧浇口形式,浇口尺寸为50×10mm,以保证铝合金液均匀、稳定地流入型腔,且模具内部安装有热电偶,用于实时监测模具温度,测量精度可达±1℃。
铝板在凝固后与模具过度粘结,本研究选用水性脱模剂,其主要成分包含脂肪酸皂类、高分子聚合物等,具有良好的润滑性、脱模效果以及热稳定性。该脱模剂密度为0.95g/cm³,pH值为8,表面张力为28mN/m。在压铸前,将脱模剂按照1∶20(脱模剂与水体积比)的稀释比例进行调配,均匀喷涂于压铸模具型腔表面,形成一层厚度为5μm的保护膜,保护膜既能有效降低铝板与模具之间的粘附力,便于脱模操作,减少铝板脱模时的拉伤、变形等缺陷,又不会在铝板表面残留过多杂质,从而避免对铝板力学性能测试结果产生干扰。
2.2 实验设备
压铸机选用冷室压铸机,型号为DCC400,锁模力为4000kN,最大压射力为600kN,压射行程为500mm,压力控制精度达到±1MPa。压铸机配备的数据采集系统可以实时记录压铸过程中的压力、速度、温度等参数。数据采集频率为100Hz,即每秒采集100个数据点,能够详细地记录压铸过程中的参数变化情况。
且本研究选用SX2-10-13型箱式电阻炉进行铝板的时效热处理,加热功率为10kW,该功率能够满足铝板在时效热处理过程中的加热需求。电阻炉最高工作温度可达1300℃,能够满足多种铝合金材料的热处理需求,控温精度为±5℃。且为保持炉内气氛为中性,在炉内通入氮气等惰性气体。同时本研究运用水冷机组,冷却功率为80kW,可迅速带走模具多余热量,结合温控系统反馈,能将模具温度波动控制在±15℃范围内,即使在连续压铸作业下,也能有效防止模具温度过高导致铝板晶粒粗大、力学性能下降等问题。
2.3 实验方案
本研究将压铸温度、压铸压力以及模具温度设定为本次实验的关键自变量。压铸温度细分为铝合金液浇注温度(浇)和模具预热温度(模预)两个子变量。铝合金液浇注温度设置为620℃、660℃、700℃、740℃、780℃5个温度等级水平,模具预热温度设置为180℃、220℃、260℃3个温度水平,全面覆盖工业生产中常见的温度范围,探究不同温度组合下铝板的成型特性与力学性能差异。
压铸压力选取20MPa、30MPa、40MPa、50MPa、60MPa5个压力水平,该范围涵盖了常规压铸工艺以及部分高压压铸场景,用以研究压力对铝板致密程度及力学性能的影响机制。
3、结果与讨论
3.1 不同模具预热温度对铝板力学性能的影响
在严格控制其他工艺参数不变的情况下,仅改变铝合金液浇注温度,进行多组压铸实验,并对所得铝板试样进行抗拉强度与延伸率测试。每组实验重复3次,去除最大值与最小值后,取中间值作为最终有效数据,以最大程度减少偶然误差对结果的影响,铝板力学性能数据变化结果如表2所示。
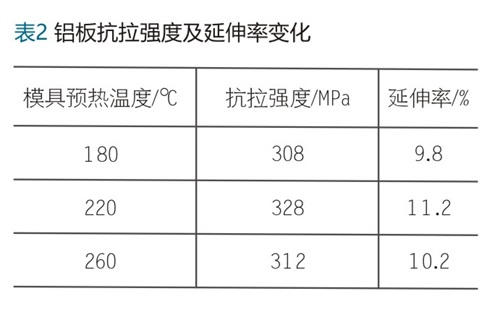
由表2可知,当模具预热温度从180℃升高到220℃时,抗拉强度从308MPa提升至328MPa,提升幅度为6%,主要因为合适的模具预热温度能够有效缩小铝液与模具之间的温差,缓和铝液的冷却速率,促使凝固过程更加均匀、平缓。在该状态下,铝板晶粒得以细化,形成细密且均匀的微观组织,如同紧密交织的“晶格网络”,赋予铝板更高的强度。但当模具预热温度继续升高至260℃时,抗拉强度下降至312MPa,较模具预热温度220℃下降5%,主要由于过高的模具预热温度会使铝液凝固时间被过度延长,晶粒趁机“野蛮生长”,变得粗大且不均匀,最终导致铝板强度下降。
延伸率在模具预热温度从180℃升高到220℃时,从9.8%增长至11.2%,增幅约为14%,主要原因为晶粒细化带来的材料塑性提升,使得铝板在拉伸过程中能够承受更大的变形而不发生断裂,延伸率相应提高。而当模具预热温度升高到260℃时,延伸率下降到10.2%,由于晶粒长大导致材料内部结构相对变粗,塑性变形的均匀性受到影响,在拉伸时更容易出现局部应力集中,进一步限制延伸率的进一步提高。因此,最优模具预热温度为220℃,即可有效提升铝板的抗拉强度及延伸率。
3.2 不同浇注温度的铝板抗拉强度及屈服强度变化
在严格控制压铸压力、压射速度以及模具温度等其他工艺参数恒定的条件下,仅对铝合金液浇注温度进行梯度调整,分别设置为620℃、660℃、700℃、740℃、780℃五个水平,开展多组压铸实验。每组压铸实验重复3次,制取铝板试样,并使用万能材料试验机对试样的抗拉强度与屈服强度进行精确测试,实验结果如图1所示。
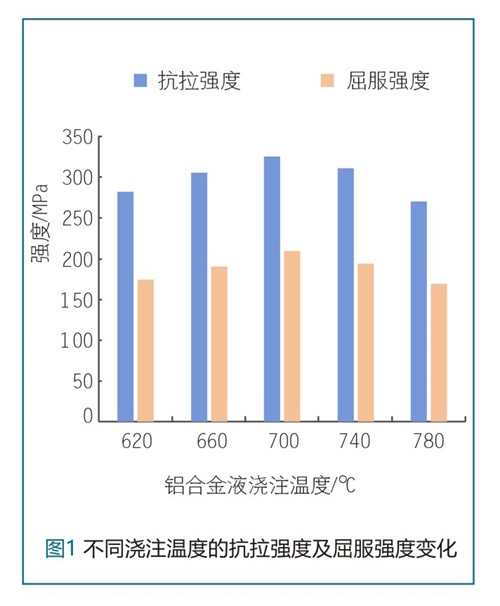
由图1可知,从620℃到700℃,铝板的抗拉强度呈现出稳步上升的态势,由280MPa提升至325MPa,提升幅度达到16.1%,主要归因于在该温度区间内,随着铝合金液浇注温度的升高,铝液的粘度逐渐降低,流动性显著增强。在压铸过程中,铝液能够更加顺畅、高效地填充模具型腔的各个细微部位,极大程度地减少浇不足、冷隔等成型缺陷的出现概率,使得铝板内部组织变得更加致密、均匀,从而有效地提升了整体的承载能力,直接反映为抗拉强度的明显增加。
然而,当浇注温度继续攀升至740℃和780℃时,抗拉强度反而出现下降趋势,在780℃时降至270MPa,相较于峰值325MPa,下降幅度高达16.9%。造成这种现象的主要原因为,过高的浇注温度引发了一系列不利于铝板力学性能的负面效应。
与抗拉强度的变化趋势相类似,屈服强度在620℃至700℃这个温度区间内同样呈现上升趋势,从175MPa增长至210MPa,提升幅度为20%,在适当提高浇注温度的情况下,铝液的良好流动性确保了型腔填充的完整性,铝板内部组织均匀致密,使得材料在受力初期能够更均匀地承受外力,抵抗塑性变形的能力增强,从而表现为屈服强度的提升。
当浇注温度升高到740℃和780℃时,屈服强度也随之下降,在780℃时降至170MPa,相较于700℃时的峰值210MPa,下降幅度达到19%,过高温度导致的气孔、合金元素烧损等问题,使得铝板内部结构遭到破坏,材料在受力时更容易发生塑性变形,屈服强度因此降低。因此,最佳浇注温度为700℃。
3.3 不同压铸压力的铝板密度及力学性能变化
在确保铝合金液浇注温度、模具预热温度、压射速度以及模具温度等其他工艺参数维持恒定的前提下,将压铸压力依次精准设定为20MPa、30MPa、40MPa、50MPa、60MPa5个水平,分别开展多组压铸实验。每组实验重复3次,待压铸完成且铝板冷却至室温后,运用高精度密度测量仪(基于阿基米德原理,测量精度±0.001g/cm³)测定铝板试样的密度,并使用万能材料试验机对试样的抗拉强度、屈服强度进行精确测试,实验结果如表3所示。
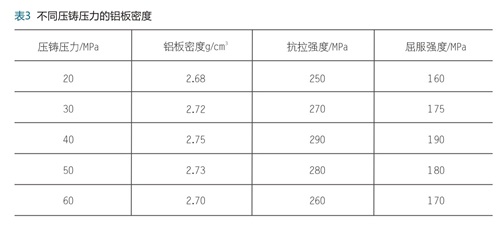
随着压铸压力从20MPa逐步提升至40MPa,铝板密度呈现出明显的上升趋势,从2.68g/cm³增长至2.75g/cm³,增幅约为2.61%,主要归因于在该压力提升阶段,铝液在高压驱使下能够更彻底地填充模具型腔的各个细角落,强力排挤型腔中的气体,使得铝板内部孔隙率大幅降低,组织愈发致密,进而促使密度上升。然而,当压铸压力继续升高至50MPa和60MPa时,铝板密度反而呈现下降态势,在60MPa时降至2.70g/cm³,过高的压铸压力引发了一些负面效应。
在压铸压力从20MPa升高到40MPa的过程中,抗拉强度随着压铸压力的升高而稳步上升,从250MPa提升至290MPa,提升幅度为16%,与密度在此阶段的上升密切相关,由于铝板内部组织愈发致密,孔隙率降低,能更有效地传递载荷,在承受拉伸外力时,内部应力分布更加均匀,不易出现应力集中点,所以抗拉强度显著增强。当压铸压力进一步升高到50MPa和60MPa时,抗拉强度出现下降,降至260MPa。
屈服强度在压铸压力20MPa至40MPa区间内,随着压力升高从160MPa增长至190MPa,增幅约为(190-160)/160×100%=18.75%。这得益于铝板密度增加带来的组织结构致密化,使得材料在受力初期能够更均匀地承受外力,抵抗塑性变形的能力得以提升。
而屈服强度与抗拉强度变化类似,屈服强度在压铸压力20MPa至40MPa区间内,随着压力升高从160MPa增长至190MPa,增幅约为18.75%,由于铝板密度增加带来的组织结构致密化,使得材料在受力初期能够更均匀地承受外力,抵抗塑性变形的能力得以提升。当压铸压力升高到50MPa和60MPa时,屈服强度随之下降至170MPa,过高压力引发的内部缺陷以及密度降低,破坏了材料抵抗塑性变形的微观结构基础,使得屈服强度减弱。
4、结论
(1)模具预热温度对一体压铸后铝板的抗拉强度及延伸率有着显著且交互的影响。随着预热温度升高,铝板的抗拉强度及延伸率呈先下降后上升趋势,当模具预热温度为220℃时,抗拉强度及延伸率均达到最高,进一步获得高质量的压铸铝板产品。
(2)压铸压力对一体压铸后铝板的密度及力学性能有着显著且复杂的影响,呈现出先促进后抑制的变化趋势,因此可将压铸压力控制在40MPa,以获取较高的强度。

 28.2万
28.2万

 28.47万
28.47万
 9952
9952
 1.84万
1.84万
 1.52万
1.52万
 1.19万
1.19万
 1.48万
1.48万
 1.58万
1.58万
 1.49万
1.49万
 2.02万
2.02万
 1.7万
1.7万
 1.06万
1.06万
 1.36万
1.36万
 1.48万
1.48万
 8452
8452
 1.24万
1.24万
 1.29万
1.29万
 1.41万
1.41万
 8563
8563
 7445
7445
 1252
1252
 976
976
 873
873
















