














文:
广汽丰田发动机有限公司 钱涛、贾文召
广州传祺汽车有限公司 迟龙飞
摘要:目前,汽车发动机缸体在产品设计上主要分为平分式和龙门式两种结构,针对这两种结构缸体的铝合金压铸工艺有所不同,特别是龙门式缸体,在浇道设计时通常有横向单侧进浇和纵向双侧进浇两种方案。从工艺方案与模流分析两方面,研究了不同进浇方式对压铸设计及工艺的影响。结果表明,两种进浇方式在工艺上并无绝对的优劣之分,最终方案的选择还需要结合经济性及其他工艺能力综合考量。研究旨在为发动机缸体压铸进浇工艺设计提供工艺依据和方案选型参考。
关键词:缸体;压铸;进浇;模流分析
引 言
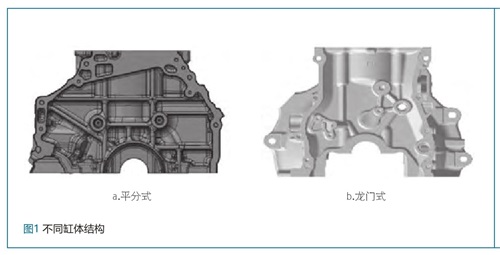
近年来,随着新能源汽车产业的快速发展,国产汽车发动机缸体的产品设计水平和工艺技术能力逐步提升。在缸体结构方面,平分式结构技术成熟且广泛应用;而在部分应用场景下,为简化产品结构、控制质量风险及降低生产成本,龙门式结构亦被采用。该结构将曲轴箱集成到缸体中,减少了曲轴箱连接件(如螺栓等)的数量和装配工序,从而消除了结合面漏油风险,并降低了生产成本。两种缸体结构如图1所示。
两种结构的缸体在压铸工艺及实施难度上存在差异,尤其在进浇方式方面:平分式结构多采用横向单侧进浇方式;而龙门式结构基于生产经验,可采用横向单侧进浇或纵向双侧进浇两种方式。但在试生产阶段,上述进浇方式常出现缩孔、缺肉及卷气等压铸缺陷。当前,随着压铸行业经济与技术实力的提升,主流的专业压铸模流分析已广泛应用于研发前端。通过模拟仿真对压铸过程进行分析,可以提升产品质量、降低生产成本并缩短开发周期,为压铸理论分析与实际生产提供有力技术支持。本文重点针对龙门式结构,研究进浇方式对压铸设计及工艺的影响。
1、产品信息及研究前提条件
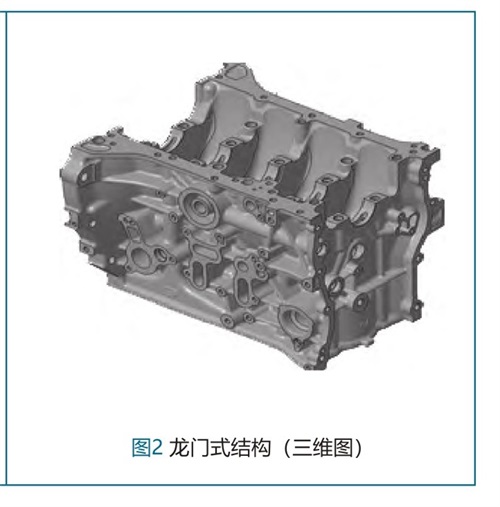
研究对象为典型的龙门式结构,采用铝合金压铸,材料为ADC12,外形尺寸(长×宽×高)为380mm×360mm×270mm,铸件净质量约17kg,铸件投影面积约780cm2,主体壁厚4mm,最大壁厚27mm,平均壁厚6.6mm。为统一理论及试验条件,本研究基于以下固定条件进行:UBE1650T压铸机、150mm冲头、现有模具及主体冷却结构,以确保试验条件统一。龙门式结构(三维图)如图2所示。
2、工艺方案及验证
2.1 模型设计
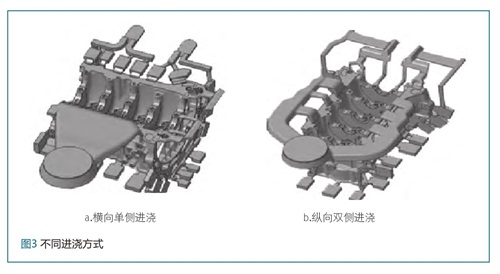
根据产品结构特性及UBE1650T压铸机基本参数,前期完成了两套进浇方案的3D模型设计,A方案采用横向单侧进浇方式,B方案采用纵向双侧进浇方式。不同进浇方式如图3所示。
2.2 锁模力验证
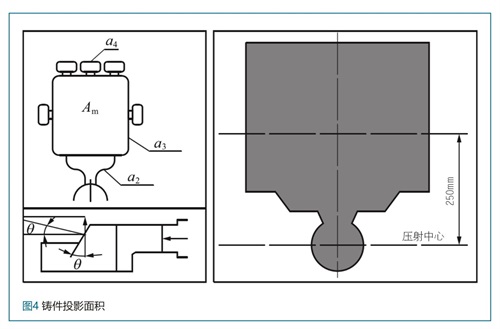
正向投影总面积Am的计算公式如下:
Am=a1+a2+a3+a4(1)
式中,a1为铸件投影面积;a2为浇道面积,一般设定为(0.15~0.3)Am;a3为排溢系统面积,一般设定为(0.15~0.2)Am;a4为料饼面积,根据冲头直径计算。
在实际设计中,胀型力的设计需要分别考虑正向和侧向两个分力。主胀型力Fm的计算公式如下:
Fm=Am×p(2)
式中,Am为正向投影总面积;p为压射比压。
分胀型力Fs的计算公式如下:
Fs=As×p×tanθ(3)
式中,As为滑块侧向投影面积;θ为模具锁紧角。
压射比压p是指单位面积承受的压力,对于缸体这类承载件,其取值范围一般为50-80MPa。铸件投影面积如图4所示。
锁模力Ft计算如下:
Ft=δ×(Fm+Fs)(4)
式中,δ为安全系数。
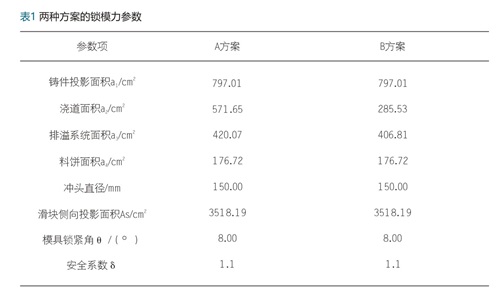
两种方案的锁模力参数见表1。
由表1参数计算可得,在满足UBE1650T压铸机锁模力需求的前提下,A方案的压射比压为69MPa,B方案的压射比压为61MPa,两者均在缸体压铸压射比压的理论允许范围内,符合工艺需求。然而,B方案因纵向布置导致模具上侧投影面积较大,所需胀型力也相应增大,在实际生产时容易出现飞铝现象。
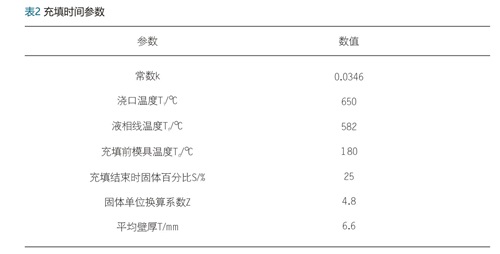
2.3 充填时间
充填时间t计算公式如下:

式中,k为常数;Ti为浇口温度;Tf为液相线温度;S为充填结束时固体百分比;Z为固体单位换算系数;Td为充填前模具温度;T为平均壁厚。
充填时间参数见表2。根据表2参数计算得到充填时间为106.957ms。
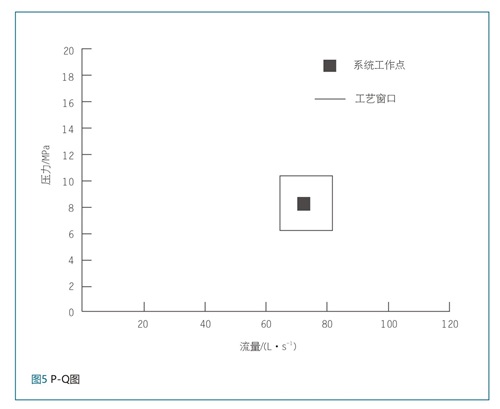
2.4 压射力验证
基于产品结构及UBE1650T压铸机结构特性,参考现有工艺参数,将其代入P-Q图进行计算。计算结果显示,A方案工作点充填时间为107.2ms,充填速度为40m/s,需要的压射速度为4.1m/s;B方案工作点充填时间为108.1ms,充填速度为45m/s,需要的压射速度为3.8m/s。两种方案的工作点均在工艺窗口内,表明当前UBE1650T压铸机压射力可满足两种方案的工艺要求。
工艺参数见表1,P-Q图如图5所示。
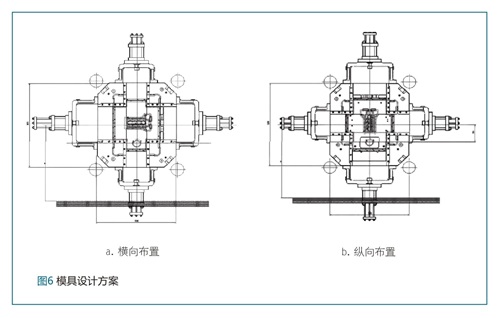
3、模具设计方案
基于现有压铸机结构,设计了两种方案的模具。分型均采用前定模、后定模、动模及上下左右4个滑块的方式。模具冷却设计参考了UBE1650T压铸机现有冷却装置配置及同类缸体结构经验数据,并在此基础上进行了优化。模具设计方案如图6所示。
4、模流分析
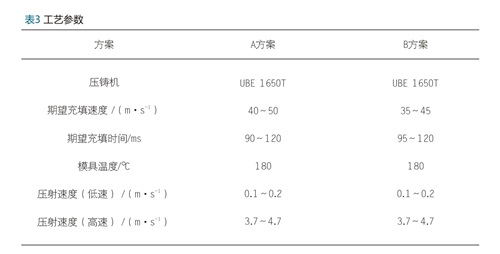
本文采用MAGMA软件建立模流分析模型,并利用其网格划分模块划分网格及计算求解。网格尺寸设置为1.5mm3,X、Y、Z 3个方向上的网格单元数量分别为600、258和586个。在MAGMA软件的可视化界面完成求解器参数设定,边界条件及主要工艺参数参考表3。基于上述模型,下文将通过MAGMA软件对两种方案的速度场、温度场、卷气场、充满度、氧化物、表面固相率、凝固顺序和缩孔进行综合模流分析。
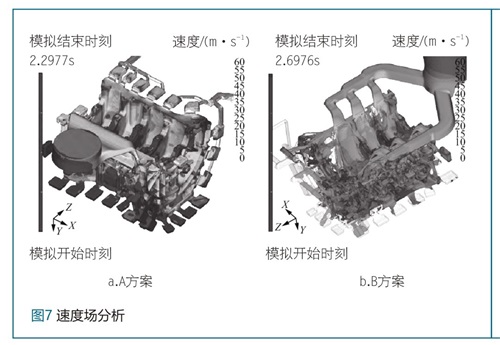
4.1 速度场分析
速度场分析如图7所示,分析结果显示,两种方案的充填过程均能满足产品成型要求。但是,A方案在产品内部的充填速度更高,这导致其模具冲刷及铸件拉伤的风险更高,且后续工艺中对压射速度和充填时间的调整空间更小。相比之下,B方案在充填速度控制方面的表现优于A方案。
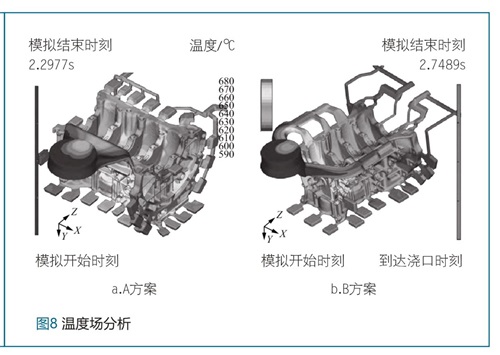
4.2 温度场分析
在实际生产中,进浇时存在温度损失,因此实际进浇温度比浇口温度低20~30℃。目前模拟进浇温度均为680℃,A、B方案的产品表面总体温度差分别控制在50℃和70℃以内。A方案的温度最低区域在末端及动模面,温度在610~620℃;B方案的温度最低区域在末端,温度在605℃左右,两者的最低温度均高于材料的液相线温度(582℃)。两种方案均要通过控制模具温度和调整溢流槽位置,确保汇交点在溢流槽上,以实现有效排渣。
温度场分析如图8所示。
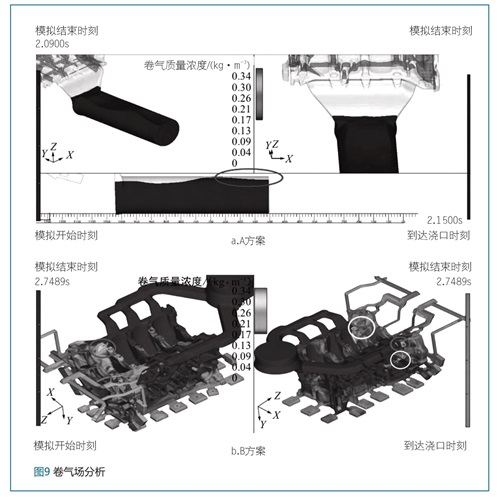
4.3 卷气场分析
采用真空阀抽真空,卷气分析上限值设置为0.34kg/m3。通常情况下产品不允许出现超过该上限值的区域(图9中以圆圈标示)。卷气场分析如图9所示,分析结果显示,A方案卷气情况较差,其原因在于金属液在料筒内发生包卷现象,需要调整压射参数控制金属液流动来进行优化;B方案在圆圈处卷气较严重,这是由于该区域是最后填充位置,可在此新增一股流道,以实现左右各4股流道的布局来优化卷气。
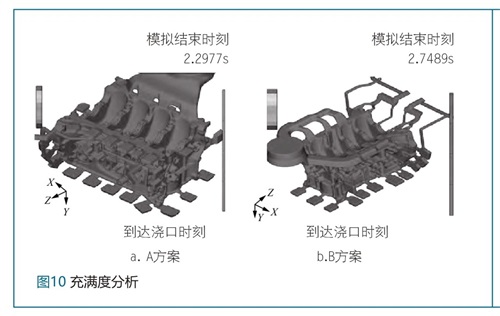
4.4 充满度分析
充满度分析通常用于观测产品填充结束时是否存在未完全填实的区域,并识别最后充满区域。充满度分析如图10所示,分析结果显示,A方案产品最后充满区域为浇口避开螺纹孔的位置,存在气孔泄漏风险,该位置需要调整浇口设计;B方案产品最后充满区域与卷气分析所发现的区域对应,未发现产品上有未被填实的区域,整体满足填充需求。
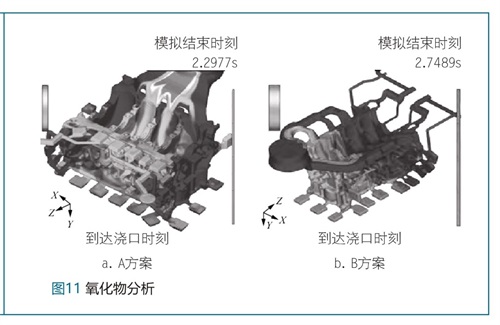
4.5 氧化物分析
氧化物分析如图11所示,分析结果显示,A方案氧化物主要集中在产品末端,且没有集中在某一区域,能顺利流到末端的溢流槽,剩余的氧化物可通过优化进浇方式排走;B方案氧化物主要集中在产品前端,这是因为氧化物主要随流道第一股支流进入型腔并在该处堆积,且该区域底部没有足够的溢流槽排渣,导致局部氧化物含量偏高,需要通过修改进浇方式进行优化。
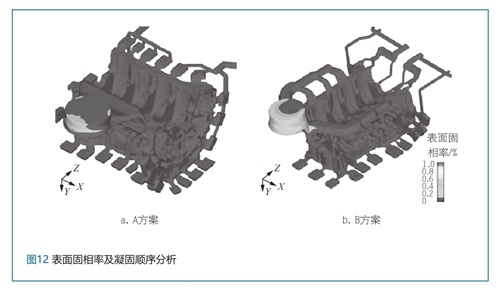
4.6 表面固相率及凝固顺序分析
表面固相率分析用于观测产品表面各区域的凝固情况,凝固顺序分析用于观测产品内部各区域的凝固情况。表面固相率及凝固顺序如图12所示。分析结果显示,高亮区域表示已经凝固部分,凝固较慢的区域为风险点,需要重点布置冷却。两种方案的整体凝固进程较为同步,中间挡板由于厚度较大,凝固较慢。
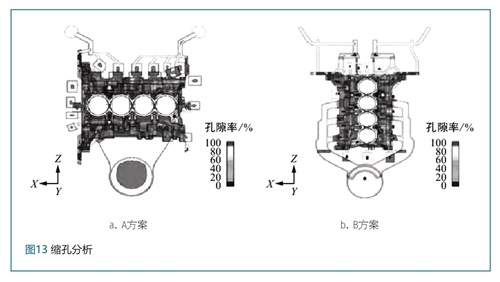
4.7 缩孔分析
缩孔分析如图13所示,分析结果显示,A、B方案产品的总体壁厚均匀,缩孔均分布在挡板与主体连接处,这些位置壁厚较大。
5、试制及结论
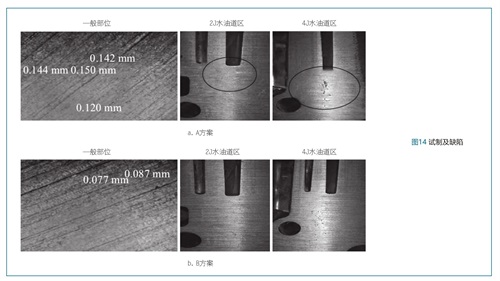
基于上述工艺方案及模流分析,对两种进浇方式的研究结果表明,两种方案各有优劣。根据上述主体工艺,开展软模制造及小批量试制。A方案试制件的合格率为65%,显著低于B方案的90%。A方案的主要缺陷为内部铸孔(缩孔),尤其在靠近2J和4J水油道区较为集中。分析其原因在于,横向结构的模具下滑块部位易残积脱模剂,且现有的盒式喷涂系统在喷淋完后吹气时间较长,导致模具温度降低。后续对喷涂吹气系统进行优化,开发并采用更高效、更精准的自适应喷涂技术,最终使A方案的合格率提升至90%。试制及缺陷如图14所示。
(1)通过MAGMA模流分析,可以在设计初期对缸体充填及凝固过程进行模拟,提前预测与识别压铸缺陷,明确其原因,进而验证不同方案优劣并进行针对性优化,以确定经济性较优的工艺方案。
(2)在实际生产中,喷涂与吹气工艺对模具温度及产品内部质量具有显著影响,需要与模流分析结合应用。
(3)在实际生产中,经济性(成本)是企业需要重点考量的因素之一。两种方案的工艺出品率差异显著,A方案为63%,B方案为73%,料饼、溢流槽、浇道等非成型部分导致的材料回炉再利用成本(铝液)差异约为2%。
压铸设计及工艺是一项系统性工程,需要从产品设计、工艺设计、制造过程控制及成本等多维度进行评价,以选择最适合自身条件的工艺方案

 25.25万
25.25万

 25.51万
25.51万
 9595
9595
 1.76万
1.76万
 1.4万
1.4万
 1.12万
1.12万
 1.45万
1.45万
 1.5万
1.5万
 1.44万
1.44万
 1.94万
1.94万
 1.62万
1.62万
 1.02万
1.02万
 1.31万
1.31万
 1.39万
1.39万
 7577
7577
 1.18万
1.18万
 1.22万
1.22万
 1.32万
1.32万
 7767
7767
 6808
6808
 483
483
 137
137
 91
91



















