














摘要:前轮罩作为车身的主体架构零件,对整车结构性能起着重要作用,在我司的某车型上正向开发运用了高压铸铝工艺,材料采用ALSI10MNMG,在满足造型接口需求的基础上,锁定前轮罩的结构设计方案,通过对高压铸件的工艺调试进行分析研究,样车制造时出现轮罩边缘开裂问题。为解决该问题,通过优化模具温度,铝液温度,提高压射速度,优化排气和增加过水片等工艺参数及结构,铸件力学性能从抗拉和屈服强度以及延伸率不满足要求的情况下,改善到抗拉强度198MPa,屈服强度136MPa,延伸率11.7%,延伸改善了282%,满足设计使用要求,得到浇道大小和排气大小是影响高压铸件力学性能参数的主要因子,通过优化这两个因子的数值可以改善压铸件的力学性能。
关键词:高压铸铝;前轮罩;工艺参数;开裂;延伸率
引 言
车身轻量化是衡量车身性能优劣的重要指标之一。近年来,一体式大型铸铝技术的广泛应用已成为实现车身轻量化的重要途径。传统车型的前轮罩通常由十几个零部件拼焊而成,而采用高压铸造工艺制造的前轮罩不仅能够显著减轻重量,还能优化生产工序,降低物流成本,并提高整车装配尺寸的精度。此外,这种工艺还能大幅提升车身局部的刚度性能。在某车型的前轮罩中,采用了市场上主流的ALSI10MNMG铝合金材料,并根据设计需求,采用T7热处理工艺。该工艺要求材料的力学性能达到以下标准:抗拉强度大于180MPa,屈服强度大于120MPa,延伸率大于10%(延伸率测试参考标准为ISO6892-1)。本文针对高压铸铝前轮罩的工艺进行了优化,并对其力学性能进行了深入研究,以确保满足设计所要求的性能指标。
1、高压铸铝轮罩结构设计及工艺方案
图1展示了铸铝前轮罩的结构。由于造型和布置的要求,轮罩上表面设计了大型异形孔,以避开悬架的包络区域。同时,为了满足性能需求,在前轮罩末端边缘与周边钣金的搭接处,采用了蝴蝶边处理以保证连接强度,并预留了钢板之间的焊接空间。该轮罩采用一体化铸造工艺,材料为ALSI10MNMG,零件重量约为6.23kg,厚度在2.5mm至10mm之间。由于连接工艺的需求,轮罩周边与车身其他钢制钣金的匹配面设计厚度为2.5mm。为了满足连接部位的力学性能要求,采用了T7热处理工艺,确保材料的抗拉强度大于180MPa,屈服强度大于120MPa,延伸率大于10%。

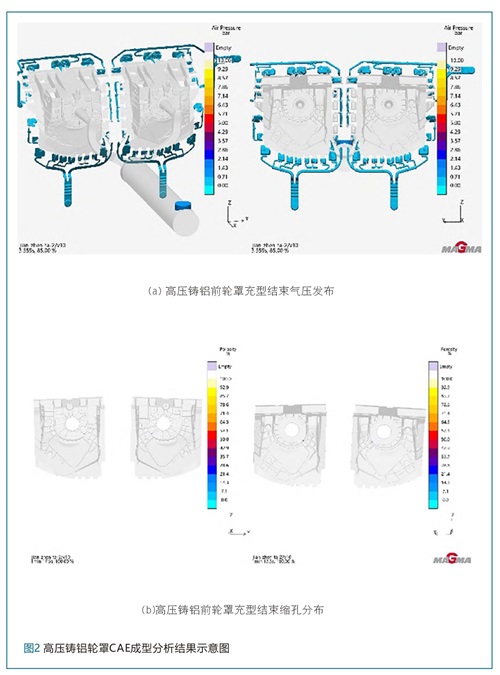
通过压铸模具的CAE分析,对初始工艺参数进行了设置,包括浇注温度、模具温度、压射速度、填充时间、内浇口速度、内浇口面积、定模温度、动模温度、水温、油温、异形孔中间的初始过水片厚度以及真空罐进气量等。软件模拟分析结果显示,这些工艺参数是可行的,零件排气合理,无卷气风险,且不存在锁孔缩松缺陷的风险。图2是该轮罩在工艺参数设定下的CAE成型分析结果示意图,其中2a图是高压铸铝前轮罩充型结束气压发布,2b图是高压铸铝前轮罩充型结束缩孔分布。
2、铸铝轮罩试制开裂及原因分析
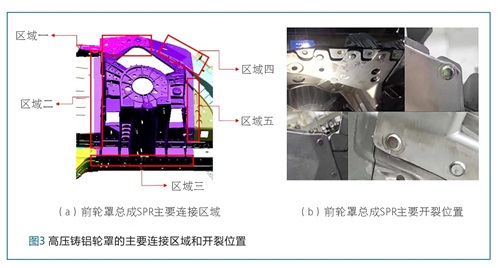
基于上述工艺参数,前轮罩在完成压铸成型及T7热处理后交付入厂。在样车车间进行总成拼焊时,铸铝轮罩与钢制零件通过自冲铆接(Self-Pierc-ingRivet,SPR)连接时出现了铸铝件边缘开裂的问题。图3(a)展示了轮罩总成SPR主要连接区域,图3(b)主要是铝轮罩的开裂位置,开裂主要集中在铸铝件末端,开裂率高达58%。为了分析开裂问题,首先从工艺角度进行分析。SPR属于机械连接方式,通过铆模对连接板材上的铆钉施加压合力,使铆钉尾部变形并形成锁止长度,从而保证连接强度。影响连接质量的因素众多,包括送钉设备、上下铆模、铆接速度、钉子型号、铆接位置以及铸铝件的材料特性(如延伸率、孔隙率、表面特性等)。在项目前期开发设计阶段,通过取样料片进行了连接试验,确认了送钉设备、上下铆模、铆接速度、钉子型号和钉子直径等工艺参数信息。试验结果表明,5mm直径的钉子能够满足连接力学性能要求,这些参数直接应用于产品件的连接。因此,SPR连接工艺参数不当并非导致开裂的原因。
在铸铝零件的末端,取样了两个位置区域一和区域四,按铸件标准ASTMB557M中的试件尺寸要求取样,对零件取样做拉伸试片后,得到铝件的力学性能参数为:抗拉强度157MPa、屈服强度139MPa、延伸率2.4%,不满足设计初始力学性能要求;从试件样片的断后图片看,发现断口内有夹层,该铸件存在质量缺陷,不满足设计的零件质量要求。
3、铸铝轮罩力学性能提升研究
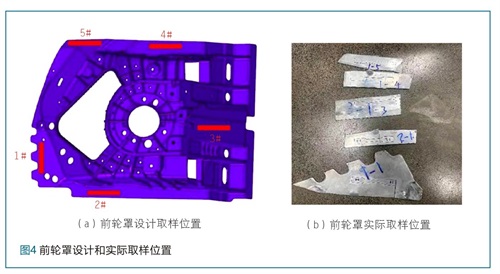
为了全面了解铸件的力学性能状态,提升该零件的力学性能,在零件上定义了5个位置,后续将对这5个铸件末端位置进行检测,以确认零件质量是否满足要求,5个位置具体如图4(a)和图4(b),其中图4(a)是轮罩上位置,图4(a)是轮罩上的切割后的样条。
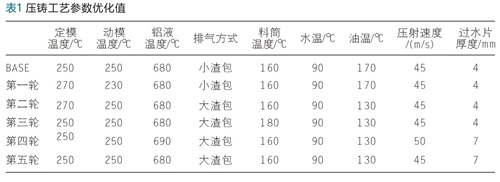
以该零件的主要工艺参数作为因子进行研究,得到在不同因子的状态下力学性能影响大小,从而解决该质量问题。在模具主体结构不变的基础上,通过对铝液温度、模具问题、水温、渣包大小、油温、压射速度、模具结构等不同参数因子进行调整,分析对铸铝轮罩力学性能的灵敏度大小,在CAE得到的初版工艺参数基础上,进行了五轮工艺参数迭代优化,迭代的主要参数信息见表1,其中因子中渣包的变化大小及过水片的位置见图5,其中图5(a)为前轮罩原设计渣包大小,图5(b)为前轮罩设计变更后渣包大小,图5(c)为前轮罩设计变更后增加的过水片位置,从图可以看出设计变更后渣包变大且过水片增厚互相贯通可流动,方便浇注时的气体排出,改善铝液流动性。

经过五轮高压铸造工艺参数的迭代优化,取样得到的力学性能试验结果如图6所示。第四轮和第五轮的压铸工艺参数下的力学性能均满足要求,其中五个取样位置的延伸率均大于10%,且抗拉强度和屈服强度均达到了设计的材料力学性能要求。
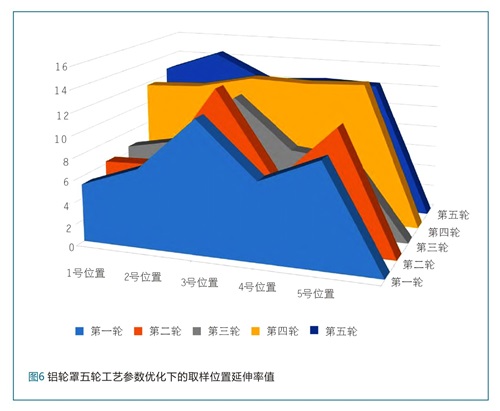
通过对比分析,发现过水片厚度和渣包大小是影响轮罩延伸率力学性能的主要因素,即浇道大小和排气系统的合理性是影响高压铸件力学性能的关键。
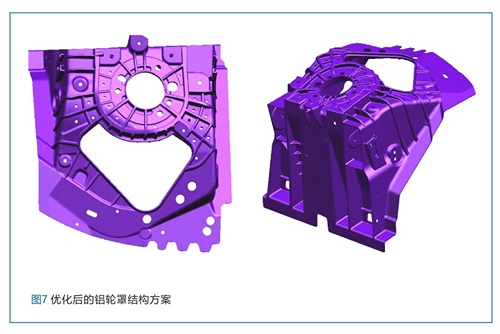
基于这一研究结果,在产品设计上进行了映射。在下一代车型中,轮罩的结构设计经过优化,优化后的结果见图7。具体优化措施包括:缩小轮罩主体件中间的打孔,改为小异形孔;同时对铸件末端的切边进行优化,取消蝴蝶边设计。目前,经过CAE软件分析,优化后的轮罩力学性能满足要求,将搭载于下一代车型进行验证。
4、总 结
为了提高整车的轻量化系数,在某车型商采用了高压铸铝前轮罩。然而,在样件制造过程中出现了零件末端开裂的问题。通过零件取样分析发现,铸件的力学性能未能达到设计要求的延伸率。由于整车的布置和造型要求,前轮罩上表面设计了超大异形孔以实现空间避让,但这影响了铝液的填充和排气,导致铝件末端出现断口夹层。尽管调整了模具温度、铝液温度和压射速度,但这些措施并未显著改善铝件的力学性能。相反,排气渣包的大小和过水片的厚度才是影响铝件力学性能的关键因素,调整这两个参数对提升力学性能最为有效。
为了解决开裂问题,在基础工艺的基础上,对铸铝轮罩进行了优化:加大排气,将铸件末端改为大渣包,并将过水片的厚度局部优化至7mm。经过这些改进,轮罩的抗拉强度达到198MPa,屈服强度达到136MPa,延伸率达到11.7%,延伸率提升了282%。优化后的轮罩在总成拼焊过程中未出现开裂问题,满足了设计质量要求。

 23.93万
23.93万

 24.14万
24.14万
 9303
9303
 1.72万
1.72万
 1.25万
1.25万
 1.05万
1.05万
 1.4万
1.4万
 1.45万
1.45万
 1.39万
1.39万
 1.86万
1.86万
 1.55万
1.55万
 9910
9910
 1.27万
1.27万
 1.36万
1.36万
 6858
6858
 1.15万
1.15万
 1.14万
1.14万
 1.22万
1.22万
 7176
7176
 6209
6209


















