














汪晶
盘起工业(大连)有限公司
摘要:压铸模中使用的型芯,经常会出现折断、弯曲、粘铝等失效形式,型芯过早的出现这些失效形式,会大大降低压铸模的工作效率。本文主要从型芯的选材、热处理、表面处理、加工等多个环节,阐述型芯的整体加工技术,提高型芯的使用寿命,发挥压铸模具整体使用效果。
关键词:压铸模;型芯;加工技术;提高效率
1 引言
随着汽车工业的蓬勃发展以及汽车轻量化的要求,汽车发动机、变速器以及结构零件等更多的采用铝压铸零件做为主体部件,压铸模的加工和使用等得到了广泛应用。压铸模中的型芯需求越来越多,我司做为模具标准件生产商,适应发展需求,对型芯的加工技术,形成了一套完整的选材、热处理、表面处理、加工等体系,显著提高了型芯的使用寿命,降低了压铸模的修模、开模次数,提高了压铸模生效效率,取得了较好的经济效益。
2 压铸模型芯分析
型芯成型部位决定了型芯的使用寿命和压铸零件是否合格,是型芯中最重要的部位(见图1),型芯的配合和定位部位起到了保证型芯成型整体精度的作用,加工过程中也不容忽视。型芯的形状设计主要是根
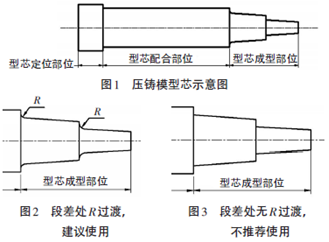
据压铸件形状进行确定,而型芯形状中尖角、台阶过渡等部位是根据经验而设定的,为了避免型芯过早的出现失效,需要尽量避免型芯中有尖角,并且台阶过渡部位需要尽量增大R过渡(见图2、图3);粘铝严重部位适当增大拔模角度(见表1),有利于模具拔模过程;型芯加工设计冷却水孔,对成型过程中进行温度控制,有助于提高型芯的使用寿命。

3 型芯材料选择
压铸模中型芯材料的选择,应是热作模具钢中要求较高的模具钢,并且需要具备以下主要性能:高的热强度(热硬性),良好回火性,高的冷热疲劳抗力,高韧性和延展性,小的热膨胀性,好的导热性能等,良好的渗氮工艺性能。
目前应用较多材料有:
美国:supper H13 德国:GS344SR 1.2344
日本:DAC DHA1 瑞典:8407
4 型芯热处理和表面处理
压铸型芯必须进行热处理,为了保证热处理质量,避免出现畸形、开裂、脱碳、氧化、腐蚀等问题,可在盐浴炉,保护气氛炉装箱保护加热火在真空炉中进行热处理,尤其是在高压气冷真空炉中淬火质量是最好的。淬火前应进行一次除应力退火处理,以消除加工时残留的应力,减小淬火时的变形程度和开裂危险。型芯在淬火后即进行回火,以免开裂,回火次数为3次(见图4、图5)。为了防止表面粘铝,型芯表面进行复合氮化处理,热处理和表面处理要求如下:
机体硬度:43~47HRC,表面硬度:900HV以上,硬化层深度:0.05mm以上,白亮层深度:小于0.001mm。
5 型芯加工技术分析
型芯成型部位采用数控机床和表面抛光进行加工,根据型芯的具体尺寸,设定数控机床的进给量、进给速度、加工方法等,保证型芯的尺寸精度和形位精度.通过进给量以及专业工装夹具减少加工过程产生加工应力,避免型芯变形。
冷却水孔采用专用的深孔钻进行加工,有效保证保证水孔的深度和同轴度,保证使用过程中的冷却效果,避免型芯由于冷却不好而导致粘铝等现象。
异形型芯加工,主要采取两种加工方式,一种是加工中心加工后,进行表面抛光处理;另一种是采用电火花加工后采用抛光处理,这其中有几点需要注意:①加工中心加工后,不要有刀痕,并且抛光时需要沿着型芯的拔模方向进行;②电火花加工后的异形型芯,必须要进行表面抛光处理,并且将表面的电腐蚀层完全抛掉,避免由于电腐蚀层的存在而直接导致铝液对型芯的早期腐蚀;③薄壁类异形型芯,粗加工过程,需要3~4次回火去加工应力,从而减少加工中产生的应力,保证零件的精度。
6 型芯压铸过程受冲击力计算
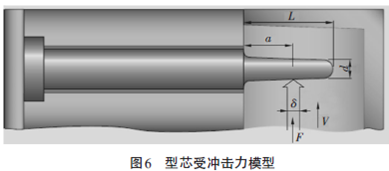
压铸模型芯在工作过程中,会反复的受到高温高压的铝液冲刷和腐蚀,通过受力分析计算型芯受到铝液的冲击力F。假设铸件充型时铝液最初充某处与型芯接触,可以认为铝液是某一速度冲击型芯,充型时间在t 秒内完成,根绝流体力学原理,可以计算充该处所受的冲击力F。#p#分页标题#e#
为了便于分析,进行了如图6 所示的计算模型简化:①铝液通过浇道、型腔后,以速度V 垂直入射到型芯表面,并且在表面上形成驻点;②铝液正好以内浇道的高度δ、型芯直径为d 射在型芯上;③铝液中与流动方向垂直的截面上各处的压力、流速均相等;④忽略充型过程中铝液高度差的影响。

 25.76万
25.76万

 26.01万
26.01万
 9630
9630
 1.77万
1.77万
 1.45万
1.45万
 1.16万
1.16万
 1.45万
1.45万
 1.51万
1.51万
 1.45万
1.45万
 1.95万
1.95万
 1.63万
1.63万
 1.03万
1.03万
 1.31万
1.31万
 1.43万
1.43万
 7709
7709
 1.19万
1.19万
 1.22万
1.22万
 1.33万
1.33万
 7886
7886
 6898
6898
 582
582
 252
252
 197
197

















