周 凌
天津市中环天虹微电机公司
摘要:电机作为工业时代应用最广泛的(配套)产品,是影响配套产品质量的重要因素之一。作为电机构造中的主要零部件,它的质量更直接影响电机质量。长期以来,转子铁心在加工生产过程中一直有不尽人意的种种弊端,如:模具的设计合理性和制作质量、压铸时产生的费片和灌铝等压铸缺陷及生产效率较低等。如何解决这些问题减少缺陷,我将主要在通过改进压铸模具结构设计方面来论证。
关键词:转子铁心的作用、压铸模、压铸缺陷、斜滑块、油压缸
1、转子铁心的作用
在阐述旧式转子压铸模前,先简介转子铁心在电机中的重要作用。
1.1、电机基本构造。一台电机能运转起来,只要有定子、转子、前后端盖就能实现。固定部分称定子,旋转部分称为转子。转子通过切割定子旋转磁场产生感应电动势及电流,并形成电磁转矩而使电动机旋转。可以说转子是电动机磁路的一部分,可见转子在电机中的重要作用。
1.2、转子结构:转子由转子铁芯(转子绕组)及转轴组成。转子铁芯压装在轴上:转轴主要是支承转子传递转矩,并保证定、转子之间各处均匀的气隙。转子铁心是组成转子的重要部件之一。可见转子铁心在电机中的重要作用。
1.3、转子铁心:①转子铁心结构:就转子铁芯而言,它本身的形成并不复杂。它是由一定数量的转子冲片用模具芯轴(轴上带有满足电机产品斜度要求的调斜键)将转子冲片叠装起来,组成一个部件单元,放入模具中,通过压铸机将熔化成一定温度的纯铝水通过模具灌入转子冲片槽内,形成带有两个端环与冷却用风扇的一个整体部件;也就形成了一台转子铁芯。操作非常简便,模具结构也比较简单。在我公司已形成固有的加工程序。②转子铁心质量:转子铁心质量又直接影响电机的性能。保证转子铁心质量,有两大方面因素,一是压铸时铝水的温度(和铝杂质等)、压铸压力、压射速度等各种压铸工艺参数(这里不做详细论述),再就是压铸模模具的可靠性。模具结构不合理,会出现压铸时排气受阻及缩孔、缩松等压铸缺陷。压铸工艺参数可以通过压铸过程不断调整,而压铸模具结构已定,几乎不可改变。模具如果先天不足,靠修修改改往往解决不了问题。压铸质量不好,对电机性能特别是电机的启动性能影响很大。尤其是单相电机对启动性能要求是很严格的。曾经我们有过一批次电机就是启动性能指标稍下限,客户成批退货的教训。可见转子铁心压铸质量对电机生产质量的影响有多大。所以说,压铸模结构的合理性和技术的先进性就显得尤为重要了。转子压铸模具是根椐转子铁芯的长度和直径尺寸大小及槽形、端环的式样要求进行结构设计,目前压铸模通常有两种结构可选择。一种是中心浇口结构;一种是偏浇口结构。中心浇口结构的特点是:铸件平面上带有孔时,浇口开在孔上,同时在孔处设置分流锥,金属液从型腔中心导入。流程短,模具结构紧凑,铸件和浇注系统、溢流系统在模具分型面上的投影面积小,可以改善压铸机的受力状况,浇注系统金属消耗量较小。只是一模压铸一件,效率较低。偏浇口结构的特点是:适应性强,去除浇口较方便,可以一模压铸多件,但要求冲片叠压的高度及整齐率必须一致。否则成活率较低。
2、旧式转子压铸模介绍
随着现代工业发展步伐的不断加快,以及各种换代产品的更新和创新,需要各种各样、形状复杂、精度要求高的金属结构件。因此许多基本零部件的加工工艺都有很大提高。如转子片的冲制,已由过去的单片冲制发展为级进模冲制。单片冲制的转子冲片其特点是:冲片叠压后由于毛刺方向不一致,转子压紧后密度不均匀,达不到动平衡的要求。而且叠压过程中模具芯轴起定位作用。它既要与冲片轴孔配合,又要与斜键配合,还要与冲片键槽口配合,如果过松,铁芯难以叠压整齐,致使槽的有效面积减少;如果过紧,叠装时费力费时,并且铸铝后将难以退出芯轴,芯轴容易损坏,甚至因退芯轴而使转子铁心产生裂缝甚至断裂。由级进模冲制的转子冲片其特点是:它去除了理片、调斜、加压、铆接等工艺。使冲片能自动叠加,用冲片数量控制转子冲片叠装厚度。利用冲床与模具的特殊结构,使转子冲片叠厚、斜度自动形成,不再需要用模具芯轴来调转子冲片叠装斜度。同时提高了铁芯叠铆后的整齐和叠铆结合力,保证了铁芯的技术要求和精度要求。铁芯叠压质量的好坏直接影响到转子压铸的质量。用级进模生产出来的转子#p#分页标题#e#
叠装,若沿用我公司原有的压铸模压铸时,就会出现如下弊端:
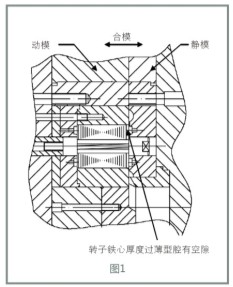
2.1、当转子叠装厚度不足时模具虽然能合模,但型腔内有空隙,压铸后,就会出现俗称的“灌铝”情况,整台转子叠装报废。见图一动模合模静模转子铁心厚度过薄型腔有空隙动模 合模不严静模转子铁心过高超出型腔
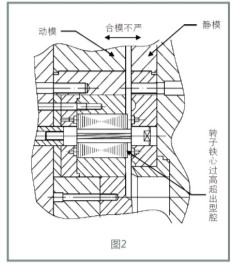
2.2、当转子叠装厚度稍高时,动、静模不能合拢需撬下多余冲片(此冲片不能再利用),浪费冲片,消耗工序,费时费料。见图二。
由此可见,原有的压铸模已不能压制由级进模冲制的转子叠装了,生产无法进行。为了解决这个难题,就需要设计新型转子压铸模。
3、新型转子压铸模
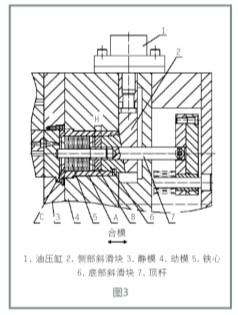
将压铸模型腔 A 设计成带稍度的实体,并使其能根椐转子叠装品种、规格的不同随时调换;型腔内部有一个活动的垫板 B,其厚度 H 薄厚不等,目的也是可以根据转子叠装的品种、规格进行选用;型腔底部和侧部有一对相互配合的斜滑块;侧部斜滑块连接一个油压缸。当动静模合模时,油压缸减压,让转子叠装顺利放入型腔内,合模后,油压缸加压,通过两个斜滑块的作用,使转子叠装紧贴分型面,即:C 处合严。灌注铝水,压铸完成后,由顶杆将转子铁芯顶出完成一个压铸循环。模具结构见图三。
通过压铸实践证明,上述压铸模,具有可观效果:
2.1 利用液压原理,巧妙解决转子叠装厚薄不均状况,解决了冲片的费片和压铸灌铝现象。
2.2 特别适合品种、规格繁多的转子叠装的压铸,整套模具只需要更换模具型腔、垫板、斜滑块既可实现不同的转子叠装的压铸。
2.3 提高工作效率。由原来的一模一件可以设计成一模两件或 n 件。提高工效 n 倍。2.4 模具制造精度高、易损件更换容易,加工通用性好。
2.5 模具的制造成本大大降低,加工成本也大大降低。电机质量显著提高。
此模具的创新,保证公司在激烈的市场竟争的优势。对研制电机新产品的速度、提高电机质量奠定了坚实的基础。
















 25.77万
25.77万








































