李宪军
江苏建筑职业技术学院 机电工程学院
摘要:电梯支架零件质量要求较高,模具结构复杂,模具装配质量直接影响到电梯支架产品的外观和使用性能。为了保证电梯支架压铸模具装配质量,提高装配效率,采用基于过程的模具零件尺寸控制和模具装配流程控制,对大型复杂压铸模具的装配质量控制方法进行了研究探索。研究发现,基于过程的模具装配质量控制,能够较好地解决大型复杂压铸模具在装配过程中的诸多问题,提高模具装配质量和装配效率。
关键词:基于过程;电梯支架;尺寸控制;质量控制;装配
电梯支架是扶手电梯主要零部件之一,要求尺寸精确、稳定,零件侧面有孔和侧凹,需要采用多抽芯成型。
电梯支架压铸模结构复杂,装配难度大而且质量要求较高,如果按常规的工艺过程装配,不仅无法保证模具的装配要求,而且会造成模具使用过程中大批电梯支架成品报废。
本文拟通过采用合理的装配工艺和过程控制手段弥补模具零件加工过程中的缺陷,以保证模具装配质量,从而保证电梯支架压铸件成型质量。
1 电梯支架模具的装配要求和装配工艺
1.1 电梯支架模具和装配要求
模具装配后分型面对动、定模座板安装平面的平行度应小于0.06mm.导柱、导套轴线对动、定模座板的垂直度应小于0.025mm.动、定模镶块应与模板齐平,可略高出,但不能大于0.05mm。抽芯机构应保证位置准确、动作可靠,不得有倾斜和卡滞现象。合模后滑块与锁紧块应压紧并有一定的预压力,接触面积不小于3/4,3个滑块受力应均匀。
模具合模后,模具分型面应紧密贴合,局部间隙不得大于0.05mm(排气槽除外).
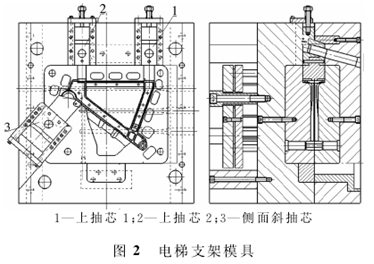
电梯支架及模具如图1、2所示。
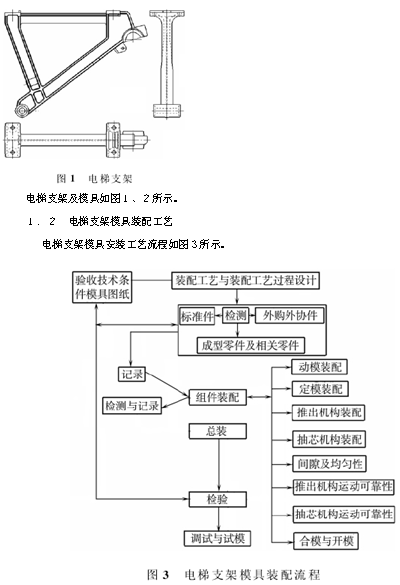
1.2 电梯支架模具装配工艺
电梯支架模具安装工艺流程如图3所示。
2 电梯支架模具装配质量控制
2.1 分型面对动、定模座板安装平面的平行度控制
分型面对动、定模座板安装平面的平行度主要影响模具的导柱导套间隙、模具的开合模力与模具动定模镶块受力均匀性,如果该平行度指标超标会导致模具导向系统寿命缩短甚至断裂,模具开合动作不稳而造成开合模困难,模具镶块受力不均衡而造成使用寿命大幅缩短。
由于模具支脚的厚度尺寸采取同步磨削加工,尺寸一致行较好,对模具装配后的平行度影响较小,所以模具的分型面与安装平面的平行度主要受模具镶块上下表面的平行度、座板镶块安装孔底面与安装平面的平行度以及镶块与安装孔接触状态影响。
为了确保该平行度指标,在镶块安装时,不能采用直接装配的方法,笔者探索采用以下装配工艺过程控制方法,取得了良好的效果。
1)在模具装配前应对影响平行度的尺寸进行检测,计算分型面对动、定模座板安装平面的平行度的尺寸链,分析造成误差的主要尺寸参数,并对零件的相关部位进行修配。
2)在镶块侧面修斜度,这样不仅可以减少侧面的接触面积,降低镶块侧面对平行度指标的影响,而且可以使镶块安装难度减小,镶块底面与安装孔底面接触平稳。
3)镶块紧固螺钉应对角安装、固紧并保证受力均衡,防止由于螺钉紧固顺序不同、受力不同造成平行度指标不符合要求。
2.2 导柱、导套轴线对动、定模座板的垂直度控制
导柱、导套轴线对动、定模座板的垂直度主要影响导柱、导套的间隙和模具的开合模力,如果超标会导致模具导向系统寿命缩短甚至断裂,模具开合动作不稳而造成开合模困难。#p#分页标题#e#
该指标主要与导柱、导套本身的尺寸和座板导柱、导套孔尺寸,以及导柱、导套孔轴线对动、定模座板的垂直度相关。
由于模具为单件加工,模具零件的互换型较差,因此导柱、导套的安装必修采用选配装配法。在导柱、导套安装时主要采取了以下过程控制措施:
1)进行导柱、导套孔轴线对动、定模座板的垂直度检测,掌握实际加工状态并对不符合要求的部位进行修配。测量导柱、导套及安装孔尺寸,选配与导柱、导套相匹配的安装孔。
2)导柱安装不能敲击,应采用均匀受力压入的方法,在导柱安装时随时检测导柱轴线对座板的垂直度,发现问题及时调整。
3)动定模座板合模时,借助合模力将导套压入导套孔。导套安装时应采取对角安装的方法,待对角两个导套安装合格后,再安装其余2个导套。
2.3 动、定模镶块装配质量控制
动、定模镶块装配质量主要包括分型面与动、定模座板的平行度,镶块分型面与套板分型面的齐平,动、定模错型值等指标。分型面与动、定模座板的平行度指标质量控制在前文已详细介绍,这里不再叙述。
镶块与分型面齐平的控制一般要求镶块分型面高出座板分型面不大于0.05mm.电梯支架尺寸要求精度高,模具装配时动、定模错型值应控制在零件尺寸公差的1/3范围之内。为了保证动、定模镶块这两项装配质量指标,在模具装配时应首先检测模具相关的尺寸链尺寸,根据计算结果修配动、定模底面和侧面,保证尺寸要求。
2.4 抽芯机构装配质量控制
如图2所示,电梯支架压铸模具有3个抽芯机构,如同时安装修配,3个抽芯机构相互影响,不仅无法反映出各个抽芯机构的实际配合情况,而且装配调试难度较大,无法保证装配质量要求。
电梯支架模具抽芯机构如图4所示。抽芯机构安装时主要应保证位置尺寸精度、滑块与导条滑道间隙、型芯与模具镶块的贴合、锁块与滑块的锁紧、斜导柱与滑块的导滑等。为了保证抽芯机构的安装质量,笔者探索采取了以下质量控制措施,取得了较好的效果。
(......)
















 25.76万
25.76万









































