














文:一汽-大众汽车有限公司质保部祝昌洪
摘要:从压铸件模具结构、模流分析、生产过程控制等各方面,详细介绍了压铸件常见的缺陷(如缩孔和表面拉伤)导致泄漏的预防方法。实践表明,通过该方法有效降低了压铸铝件的泄漏风险,提高了铝压铸件的内部品质。
关键词 模具结构;模流分析;缩孔;表面拉伤;泄漏
汽车发动机中铝压铸件的应用越来越广泛,如缸体、罩盖、油底壳等,但也存在泄漏等问题。通常情况下铸造厂会对毛坯进行粗加工,然后使用压缩空气对零件进行100%的泄漏测试(常用方法为压差法或体积流量法)。发动机装配过程中也会对不同的通道(机油通道、冷却水通道等)进行100%泄漏测试。最后在发动机功能测试以及整车功能测试乃至用户使用过程仍会出现泄漏,原因是很多轻微的泄漏在零件及发动机冷态试漏时均不能被检测到,但在发动机实际运行过程中,由于机油温度可达120℃,导致问题出现,给压铸件生产厂和主机厂带来较大的风险。因此如何降低或避免泄漏成为关注的问题。
1、泄漏原因分析
针对泄漏,技术人员使用各种工具进行原因确认,从简单的外观检查,以及使用专业的水试设备进行漏点确认,然后对零件进行CT检测或者着色显影探伤确认泄漏通道,最后切片进行金相分析。目前产生泄漏的最主要原因是铸件内部存在缩松,缩松尺寸在几十μm至几mm不等,同时铸件表面出现拉伤和粘模。两者相结合形成通道,当机油或冷却液温度较高时通道进一步扩展,导致机油或冷却液泄漏,见图1。

2、缩孔(缩松)与拉伤(粘模)预防
从模具/产品结构、模流分析、工艺参数制定、过程控制及产品检查等各方面介绍如何对压铸件内部缩孔和表面拉伤导致的泄漏问题进行有效预防。
2.1 模温、模流分析
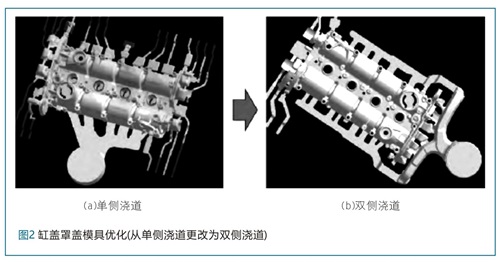
某缸盖罩盖在发动机测试时出现多次轻微漏油,漏油位置不固定,但均靠近进浇口一侧,同时表面出现粘模、拉伤。在实际生产过程中,发现新模具不到1万模进浇口附近就开始出现龟裂以及表面粘模、拉伤。检测模具材料、表面处理以及模具温度等未发现异常。重新进行模流分析时发现,在现有的模具设计下进浇口截面积较小,模具受铝液冲刷严重。因此重新对模具进行设计,优化了浇口,从单侧浇道更改为双侧浇道(见图2),从而增加了浇口截面,减少了铝液对模具的冲刷,从根本上解决了该问题。
模具设计时通常需要运用专业软件对模具进行模流和模温分析,以识别出铝液在填充过程中是否存在卷气,浇口截面积是否合理,以及零件成形过程最后的冷却位置,以便合理设计工艺过程和适当优化模具结构。在进行模拟分析时要注意:
① 模具和实体的一致性,同时需要充分考虑模具内部的冷却通道、浇冒口等;
②网格的划分影响模拟分析的准确性,在网格划分时需要考虑网格的类型和数量,以及网格随着零件壁厚的分布而变化;
③铝液材料数据的准确性,在设置材料属性时需要考虑材料的热膨胀系数、收缩率、粘度等;
④过程参数设置也需要和实际情况保持一致,如模具温度、浇注温度、保压曲线、填充控制方式、压铸工艺参数等。
2.2 模具和压铸件结构优化
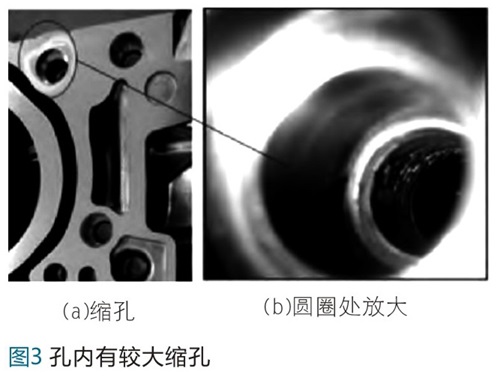
某缸体在加工之后发现靠近水道的螺栓孔内存在较大缩孔(见图3),同时在100%的泄漏测试时,水道处泄漏不良率较高。对缺陷进行外观检测和CT扫描发现,水道内壁存在轻微拉伤和内部缩孔贯穿导致泄漏。对压铸件进行分析,发现该位置壁厚较大,内部易形成缩孔。由于该位置需要进行机加工,因此可在模具上增加型芯形成预铸孔,从而减小壁厚,利于铸件冷却,同时对型芯表面进行披覆处理,便于脱模剂附着,从根本上避免了缩孔产生和预铸孔表面拉伤。
产品设计以及后续的模具设计不可能达到完美,同时由于边界条件设置的局限性也无法模拟出实际的铸造过程,因此很多缺陷很难在产品设计时做到 完全预防,问题往往在批量生产过程中暴露。
增加预铸孔是解决缩孔的常用方案,但在增加预铸孔时需要重点考虑孔的直径、深度、位置度、起模斜度控制,一旦出现型芯变形必须进行更换,同时对型芯进行表面处理以增加型芯强度。
粘模、拉伤主要集中在模 具 温度较高的一些凸起(对应零件为凹槽)和起模斜度较小的位置以及铝液直接冲刷区域,在开模时模具将零件表面拉伤,因此可在不影响壁厚的前提下适当增大模具凸起位置圆角,以及适当增大起模斜度,或者对模具表面进行涂覆处理使脱模剂更多地附着在模具表面以减小拉伤、粘模风险。
2.3 工艺方案制定
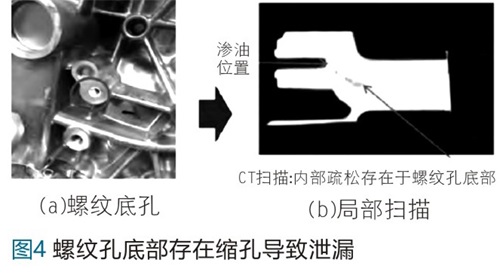
某缸体在发动机测试时出现机油泄漏,漏点为靠近油道的螺纹孔,对缺陷件进行CT扫描,发现螺纹孔底部存在缩松,见图4。该位置已增加预铸孔,但对模温进行测量,温度仍较高。最后新增了高压点冷,模具温度得到控制,缩孔问题得到明显改善,见图5。

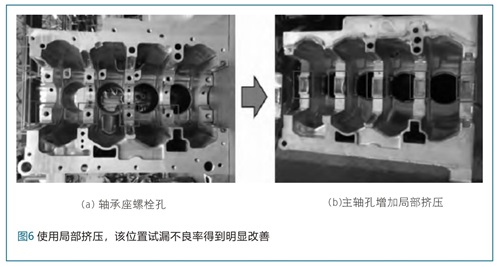
某缸体加工后进行100%的泄漏测试,发现试漏不良率较高,经过对不良品统计分析,发现95%为高压油道测试不合格。CT扫描发现,靠近高压油道的主轴承座螺纹孔底部存在较多缩松,增加预铸孔后试漏不良率并未得到明显改善。随后在主轴孔增加局部挤压工艺(见图6),使该位置更加致密,从而减少缩孔、缩松,经过验证,试漏不良率从4%下降至0.2%,效果明显。
好的工艺方案同样对降低缩孔比例以及降低铸件表面粘模、拉伤有明显作用。有时通过增加预铸孔不一定能解决内部缩孔的问题,需要运用点冷,即在模具或者型芯内部增加冷却循环通道。点冷分为普通点冷和高压点冷,两者的选用仍需通过模具温度来确定,如果模具温度较高,选择高压点冷可迅速将热量带走,这种工艺方案非常实用,也在很多压铸厂成功应用。同时需要定期检查和更换型芯,避免型芯变形、漏水等带来其他品质问题。
目前在压铸件的重点位置采用局部挤压工艺越来越广泛,局部挤压使内部铸造组织更加致密,因此降低了缩孔、缩松的比例。在局部挤压过程中需要重点控制挤压的起始时间、挤压销的喷涂(避免挤压销卡滞),同时对挤压深度也应进行监控。
除了上述方案外,模具表面处理、冷却水类型、喷涂方式、喷涂时间、喷涂角度、喷涂距离和喷涂路径等都需要进行重点考虑。如冷却水,对于一些要求较高的铸件,很多压铸厂采用纯净水进行冷却,避免冷却通道结垢,从而减小冷却流量,导致模具温度达不到要求。针对喷涂的工艺设置,现在仿形喷涂得到越来越多的运用,同时对喷嘴位置的定期校准也很必要。总的来说,工艺参数的制定对压铸件品质影响很大,需要依据经验和通过大量的试验进行验证。
2.4 过程控制
过程控制的主要目的是确保相关参数按已制定工艺方案执行。其中,模具温度的监控尤为重要,目前使用热电偶可对模具温度实时监控,但由于不能覆盖所有的位置,因此使用热成像仪或者测温枪对模具温度进行定期的测量十分必要。热成像仪除了用于具体问题分析外,在模具温度参数制定时进行连续的温度测量非常重要。
影响模具温度的参数很多,除了直接监控模具温度外,定期监控冷却水流量,脱模剂喷嘴是否堵塞,以及镶块是否按要求定期清理和更换等均非常重要。

2.5 压铸件检验
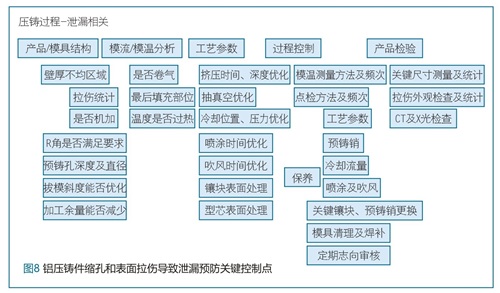
在实际生产过程中由于其他原因也可能导致泄漏,因此对零件进行定期检测十分必要。针对压铸内部缩孔可进行定期的X光和CT进行扫描;针对零件表面拉伤,铸造工人可通过目视进行检测,一旦发现表面拉伤、粘模,需要停机确认产生原因,避免批量品质问题产生,同时有必要对零件进行追溯。图7是针对发现零件表面拉伤后的控制方案;另外针对有局部挤压工艺的,需要定期测量零件的挤压深度,以监控局部挤压的有效性。常见的缺陷是局部挤压深度不足,多是由于挤压销卡滞导致。当出现产品泄漏后,以及试漏不良率较高时可对产品进行浸渗,试漏不合格且泄漏值在一定范围内的零件进行100%浸渗,二次试漏合格率在95%以上,但浸渗成本相对较高 。图8是关键控制点总结 。运用该方案连同压铸件生产厂家对发动机涉及机油通道和冷却液通道所有压铸铝件进行了梳理,取得了非常好的成果。
3、结语
从压铸生产的全过程总结了如何避免压铸件内部缩孔和表面拉伤。以某铝压铸缸体为例,使用该方案进行梳理后,铸造厂内部粗加工后试漏合格率提高至99.7%,在主机厂精加工后试漏合格率提高至99.8%。

 25.74万
25.74万

 25.99万
25.99万
 9625
9625
 1.77万
1.77万
 1.45万
1.45万
 1.16万
1.16万
 1.45万
1.45万
 1.51万
1.51万
 1.45万
1.45万
 1.95万
1.95万
 1.63万
1.63万
 1.03万
1.03万
 1.31万
1.31万
 1.43万
1.43万
 7699
7699
 1.19万
1.19万
 1.22万
1.22万
 1.33万
1.33万
 7873
7873
 6888
6888
 570
570
 240
240
 183
183


















