














文:广东鸿图科技股份有限公司 刘付曙、廖仲杰、陈国恩、张玉龙、汪学阳、黄志垣、万里
中铝材料应用研究院有限公司苏州分公司 张俊超
安徽江淮汽车股份有限公司阚洪贵
摘 要 研究了在高真空压铸状态下,不同热处理工艺对AlSi10MnMg减震塔力学性能的影响,分析了热处理工艺中各因素对减震塔力学性能的影响。结果表明,在同样热处理条件下铸件不同区域力学性能有所不同,靠近内浇口部位的性能好于填充末端位置。
从T6热处理试验结果可以看出,较低的固溶温度和较长的人工时效时间可以获得较高的力学性能。另外,高真空压铸件中仍然存在少量气孔,厚大部位还有一些缩孔和缩松。
关键词 铝合金;减震塔;结构件;高真空压铸;T6热处理
由于轻量化的要求,汽车结构件越来越多地使用铝合金,因此对其力学性能提出了更高的要求。高真空压铸件可以进行焊接和热处理强化,在需要焊接、受较大载荷或循环载荷的铝合金汽车结构件的生产中应用广泛。AlSi10MnMg合金是一种适合于高真空压铸的强韧铝合金,具有抗拉强度高,伸长率高等特点,可应用于汽车结构件。因此选取AlSi10MnMg合金来进行结构件力学性能的分析。对高真空压铸 AlSi10MnMg铝合金减震塔进行分析,研究热处理工艺对其力学性能的影响,旨在为其应用提供参考。
1、减震塔零件的压铸工艺
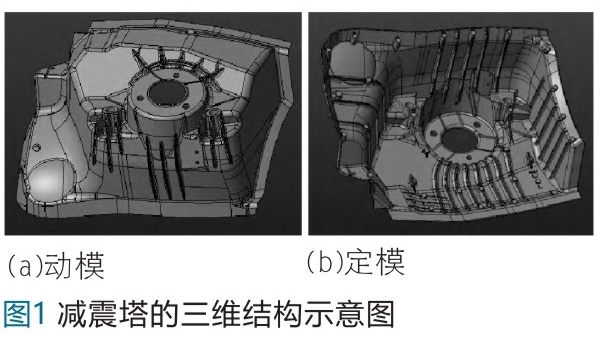
减震塔的外形见图1。零件呈左右对称,单件质量为3.8kg,平均壁 厚为3mm,轮 廓尺寸为547mm×337mm×318mm,投影面积为 1802cm2,采用 AAlSi10MnMg压铸铝合金,采用意德拉35000kN 压铸机生 产(真空度为2000~2400PA),一模两腔(左右对称件,各一腔),总投影面积为6226cm2,浇注质量为9.27kg。浇注系统设计见图2。

2、试验方法
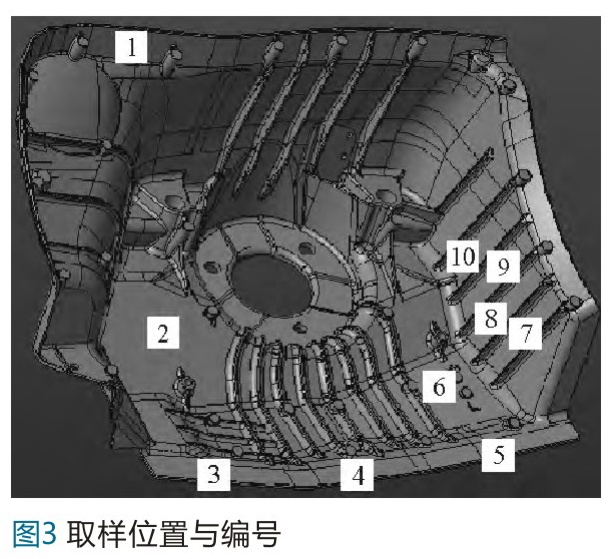
将高真空压铸件放入高温电阻炉中进行 T6热处理,然后按不同的热处理工艺进行编组,按组分别取样分析。试样均从模具右边型腔截取,取样位置和编号见图3,随后用数控机床将其加工成标准拉伸试样,见图4。

铸件在 CMT5205型拉伸试验机上进行力学性能测试。
3、试验结果及分析
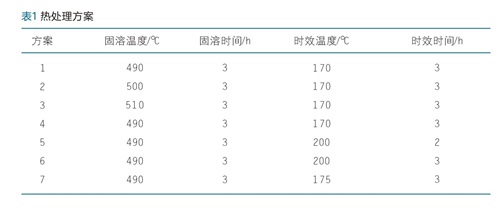
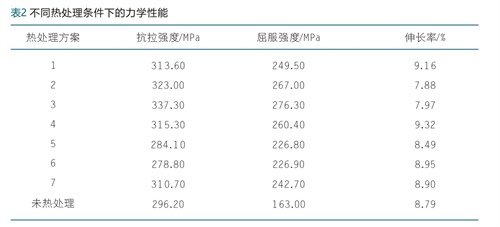
试验采用的固溶温度为490、500、510℃,保温3h,人工时效温度为170、175、200℃,时效3h,分别制定的7种热处理方案见表1,其力学性能见表2。
典型位置1、2、4、6、10的力学性能数据分析,见图5。
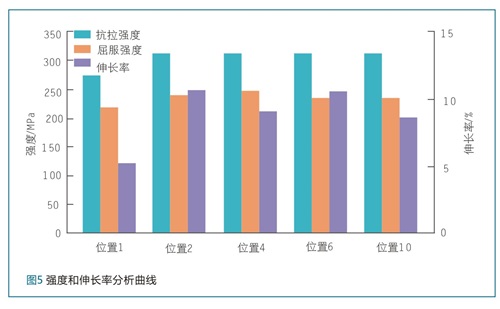
从图5可以看出,填充末端位置1处的抗拉强度、屈服强度、伸长率的数据相对于其他位置都比较低,内浇口附近如位置4处力学性能较高,说明铝合金液流动的最后位置材料力学性能较差,应在压铸过程中重点关注。另外可见结构件在压铸生产时不宜将零件的重要部位放置在合金液充填的末端而应该放置在内浇口附近。对比铸态和热处理方案1~4可以看出,热处理能将零件的屈服强度平均提高60~110MPa。
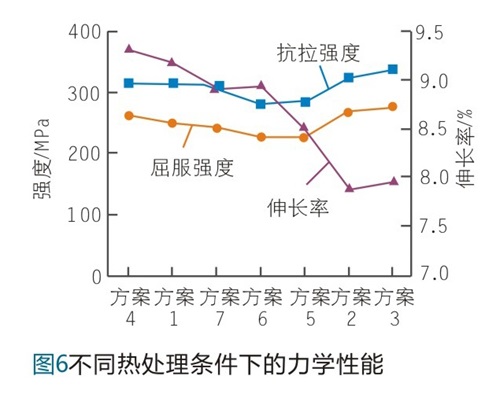
优化工艺条件下,相比未热处理,抗拉强度提高20~40MPa,伸长率基本稳定,分析热处理后的力学性能的数据 ,见图6。通过图6可以看出,抗拉强度和屈服强度变化不明显,伸长率随固溶处理温度的升高和人工时效温度的升高呈下降趋势,另外可以看出,延长人工时效时间和降低固溶热处理温度可以提高材料伸长率。
4、结语
高真空压结构铸件在热处理后内浇口附近的力学性能好于填充末端的。较低的固溶温度和较长的人工时效时间以及较低的人工时效温度可以取得较好的力
学性能。

 25.73万
25.73万

 25.98万
25.98万
 9623
9623
 1.77万
1.77万
 1.45万
1.45万
 1.16万
1.16万
 1.45万
1.45万
 1.51万
1.51万
 1.45万
1.45万
 1.95万
1.95万
 1.63万
1.63万
 1.03万
1.03万
 1.31万
1.31万
 1.43万
1.43万
 7690
7690
 1.19万
1.19万
 1.22万
1.22万
 1.33万
1.33万
 7868
7868
 6881
6881
 568
568
 230
230
 181
181

















