














文:肖厚涛
摘 要:电机是新能源汽车的关键零部件之一,其中电机壳体因其工作环境特殊,机械强度要求高,在压铸技术开发中有一定的难度。本文针对某新能源汽车电机壳体压铸件,应用数值模拟方法,采用多种浇注系统来模拟铝液的流动,通过对比不同浇注系统下铝液流动充型状态,从而选择最好状态的浇注系统。同时在试模与试生产阶段,从压铸工艺、模具等方面分析不同缺陷产生的原因并改善。结果表明,合理的模具结构能够避免裂纹和长型芯针偏摆的产生,同时通过改变浇道流量可以改善铝液对模具的冲击。
关键词:电机壳体;数值模拟;浇注系统;排气系统;压铸工艺
随着汽车行业的发展,越来越多的汽车零部件采用铝合金进行轻量化,并且结构越来越复杂,铸件质量要求越来越高,开发周期越来越短。由于铝合金密度低,强度性能与灰铸铁相近,韧性却高于灰铸铁,且具有良好的铸造性能,可生产复杂的薄壁汽车零件。因此,扩大铝合金应用可以明显地减轻汽车自重,这是汽车行业激烈竞争所迫切需要的。铝合金通过合金元素强化,其强度大大提高,由于质轻、散热性好等特性,很好地满足了变速箱离壳、变壳、电机壳体等零部件在恶劣环境下工作的要求。
铝合金电机壳体压铸成型技术可以通过净化、精炼、细化、变质等控制材质质量,通过精密压铸成形使得铝铸件质量达到一致性和稳定性。近年来,随着计算机技术的高速发展,压铸模拟技术已经开始广泛应用,这对提高铸件内部品质、缩短铸件开发周期、降低成本等具有重要意义。
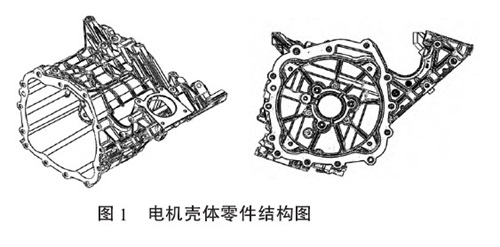
1、铸件结构及技术要求
汽车电机壳体零件结构如图1所示,零件轮廓尺寸为450mm×315mm×246mm,压铸件重量为8.034kg,平均壁厚为5.31mm,铸件材质为铝合金,牌号ADC12.铸件有多处的厚壁热节部位,易造成缩孔。要求产品表面无毛刺飞边等压铸缺陷,所有尺寸符合图纸以及装配要求,产品加工后密封面允许有1个φ0.5mm-φ1.0mm气缩孔,允许2个小于φ0.5mm的气缩孔,轴承孔机加工后不允许有气缩孔外露。产品泄漏要求:油道300kPa,泄漏量≤4ml/min;水道300kPa,泄漏量≤4ml/min;大腔100kPa,泄漏量≤25ml/min。
2、铸件浇注系统设计
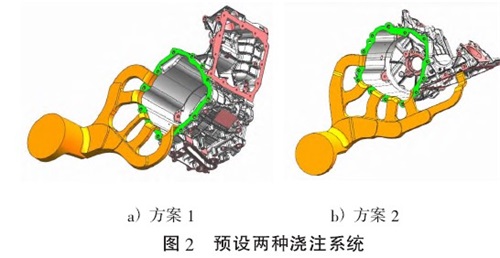
产品本身结构复杂,加工试漏要求高,生产该产品具有一定难度。开发前期,根据产品特点,找出适合进浇的位置,预设两种不同的浇注系统,如图2所示。
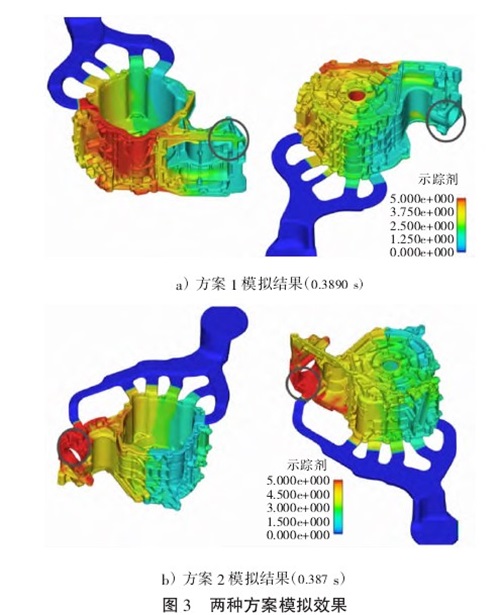
通过模拟软件对产品进行充型模拟分析,模拟结果如图3所示。从模拟结果看,方案 1浇注系统相比方案2的铝料填充行程长,行程长意味着需要更大的速度压力,对设备和模具的要求也就更高。由于产品图示中圈出位置要求较高,采用方案1进浇,圈出位置最后填充,受到型腔内的阻力以及冷却影响,此时铝料填充到该位置时不仅填充速度低,同时温度也低,容易造成冷隔、成型不良等外观缺陷。另外该位置的壁厚相对较厚,铝液凝固收缩产生的缩孔,采用方案1不能通过内浇口的增压力对局部进行补缩。
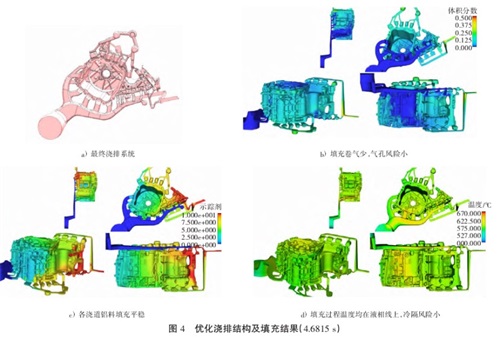
综合以上原因,最终选择方案2然而方案2中最尾部浇道与其他浇道相距较远,浇注系统中间部位容易造成包卷,因此在方案2的基础上完善优化浇注系统,同时根据模拟时填充流态及气压分布等结果,在最后填充及气压高的位置布置渣包,得到优化的浇排系统及模流状态,如图4所示。
3、高速起点位置验证
3.1 高速起点位置选择
根据设计好的浇排系统,计算出通过内浇口的理论铝料重量,转换成在压室中的长度,最终得出冲头移动到710mm时铝液到达内浇口位置,故为理论上的高速起点位置。为确定最合适的高速起点位置,现选取680、710、740三种高速起点位置验证。
3.2 所选参数的验证结果
各参数验证产品均成型良好,采用第1组参数680,图 5a)-5d)为产生缺陷类型及位置。采用第2组参数710,填充末端气孔相较第一组有明显改善(如图5e)所示),入料口侧壁拉伤变化不大,填充末端未预铸孔气缩孔变化不大。采用第3组参数740,进料口位置有成型不良现象(如图5f)所示),进料口侧壁拉伤变化不大,填充末端未预铸孔气缩孔变化不大。
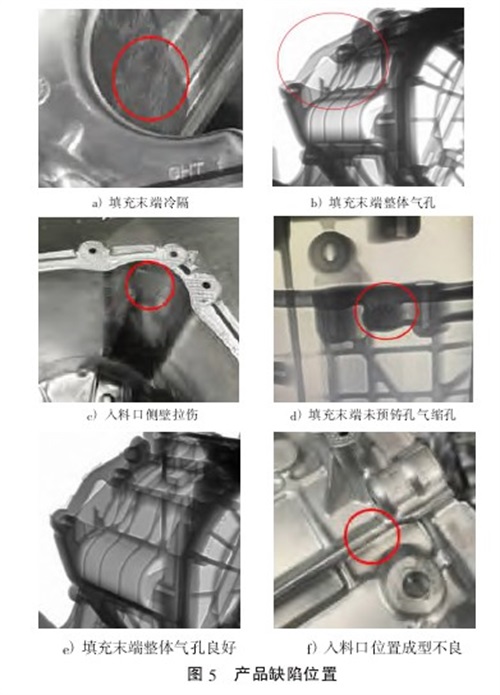
在三组不同的高速切换位置验证下,存在共同的问题点,即进料口侧壁拉伤以及填充末端未预铸孔气缩孔。
3.3 实际生产缺陷
综合对比可得出高速切换位置在710位置时,产品的质量相对好一些,故采用高速起点位置710批量生产50件,检查毛坯的问题,除了产品水尾盲孔气孔以及拉伤外,另外发现两处压铸缺陷,分别为如图6所示的产品密封槽的底部的收缩裂纹以及油道壁厚尺寸偏小。
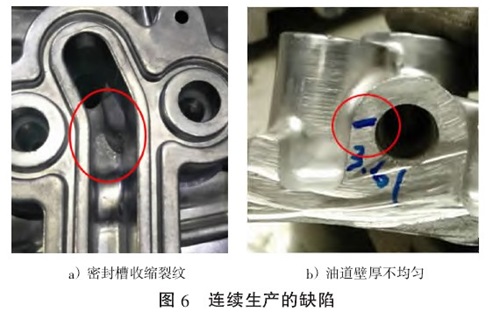
根据实际生产验证,铸件存在主要问题:
1)密封槽减料位的收缩裂;
2) 水尾盲孔位置气孔;
3)入料口位置拉伤及裂纹;
4)油道壁厚不均匀。
4、原因分析及对策
4.1 密封槽减料位的收缩裂纹
密封槽减料位位置为热节点,所以在模具开发时特别要求在此处布置冷却。但实际在试模过程中,此位置还是出现了开模后产品表面铝料未完全凝固的现象,如图7a)所示,后续调试时加长留模时间和喷涂时间,缺陷由铝料未完全凝固变成裂纹,如图7b)所示。
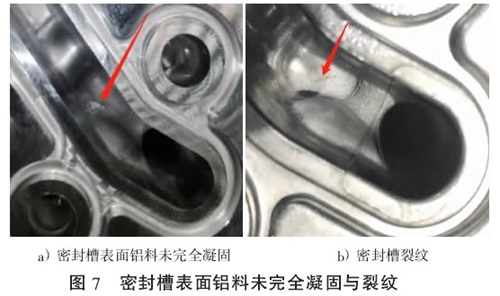
分析产品表面铝料未完全凝固产生原因,主要是铝液到达此位置时,靠近模具表面的铝液先凝固,同时模具温度瞬间也升高,由于模具内部冷却能力不足,导致内部的铝液无法快速冷却,在后续凝固收缩的过程中,将表面的凝固层撕开,开模后部分未凝固的铝液从撕开的缝隙处溢出,形成产品表面铝料未完全凝固。裂纹产生原理和表面铝料未完全凝固一致,区别在于加长留模时间和喷涂时间,使得那部分未凝固的铝液在开模时凝固,但撕开的缝隙更大,外观上形成裂纹。说明单纯延长凝固时间和降低模具表面温度,不能解决该位置缺陷,需要从模具冷却结构分析冷却不足的原因。
模具运水结构如图8所示,模具上虽然设有冷却回路,但靠近凸台底部冷却水无法流动或流动性差,进而无法带走热量,导致该位置的冷却能力不足。所以,要解决该位置缺陷,就必须加强此处的冷却能力,即改善模具此处冷却结构。
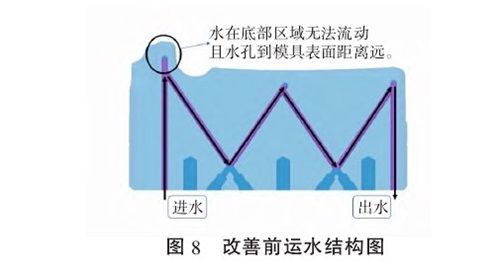
采取的措施:改善模具冷却结构,将原镶件一分为二,减料位对应位置布置单独冷却通道,冷却孔扩大,到模具表面距离减小至3mm-5mm,如图9所示,并接高压冷却水,进一步提升冷却能力。
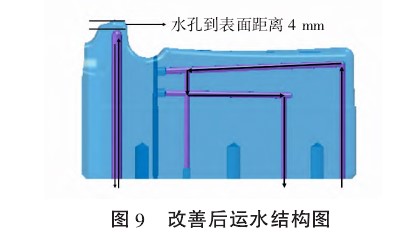
效果跟踪:更改模具冷却结构后,后续生产过程中产品此位置未再出现表面铝料未完全凝固或裂纹现象。
4.2 水尾盲孔位置气孔
该位置加工为销钉孔,但由于孔方向与抽芯方向不一致,无法预铸,造成局部壁厚过大,同时,该位置处于充型尾端,远离内浇口,凝固时补缩不足和增压压力传递效果不好,导致缩孔缩松的产生。
采取的措施:
1)加强此处冷却,改变其凝固顺序,使此处先凝固,减少补缩不足的影响;
2)在此处施加外力,如局部设置挤压销,减少凝固时增压压力传递效果不好的影响。
措施一受制于模具结构影响,同时在这种孤立的厚大位置旁边增加冷却对厚壁位置中心影响较小,最终效果不理想。措施二则是在此处旁边的加工面增加挤压销,一般对于缩孔缩松缺陷,条件允许的情况下,增加挤压销是最直接最快速最稳定的方法。所以,针对该厚壁位置的缺陷,直接采用措施二,增加挤压销,如图10所示。

跟踪效果:增加挤压销后,试制时验证出合理的挤压参数,检测此处内部质量合格且稳定。
4.3 入料口位置拉伤及裂纹
拉伤位置正对内浇口,严重时直接拉裂。造成拉伤的原因:
1)入料口位置温度高,但实际采用模温仪测量喷涂前后此位置模温都不高,该原因可以排除;
2)此处拔模斜度较小易产生拉伤,实际该位置斜度1.5°,属于正常值,同时该位置不加工,如要加大斜度,则改变了产品的外形轮廓尺寸,不符合图纸要求,所以该措施不可用;
3)喷涂不足,没有在模具上形成脱模薄膜,实际现场通过加长喷涂时间,改善不明显,所以该原因可以排除。
4)铝料填充时产生强大的冲击,使铝料紧紧吸附在模具上,造成拉伤。为了减少铝料填充时产生的冲击,最直接的方法就是调小压铸机的压射速度参数从而降低铝料的填充速度,但势必会对产品其他位置的质量造成影响。所以最好的解决方法是减少该浇道的填充流量。
采取措施:将横浇道面积由230mm2减小到115mm2,连续生产20件,检查产品外观和内部质量,该处拉伤改善明显,同时产品其他位置内部质量及外观变化不大。
跟踪效果:该横浇道焊堵一半后,拉伤得到解决,如图11所示。

4.4 油道壁厚不均匀
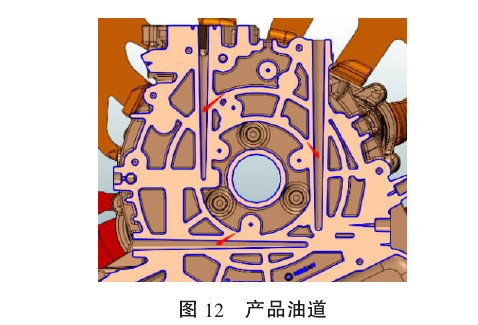
油道发生壁厚不均匀现象的位置为3个长油道的小端,且油道不加工,如图12所示。3个油道型芯针大端直径φ13mm,而长度分别为150mm,170mm,180mm,针长是直径的11-14倍,属于特长型芯针。
对于这种特长不加工油道出现壁厚薄不均匀现象一般有以下3个原因:
1)模具制作时误差太大导致型芯针位置度不格,但通过对模具进行三坐标测量,显示该三处位置度合格,故该原因可以排除。
2)型芯针小端变形导致小端局部壁薄,但通过对型芯针测量,显示型芯针未变形,故该原因也可以排除。
3)型芯针与针套的配合段太短导致在铝料填充时受力会朝填充方向发生偏摆,对该原因进行全面分析。根据针尺寸的理论计算,根部每偏摆0.1°,小端则分别偏移0.26mm,0.29mm,0.31mm,可见偏摆所产生的影响随型芯针长度增加而变大。
经过上述分析,原因三的可能性最大,故针对原因三采取措施。
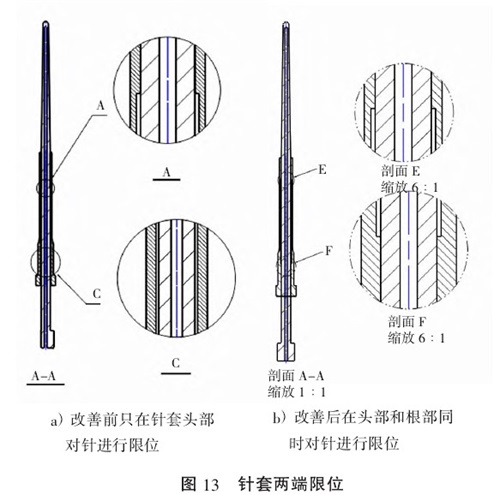
具体措施为:因为针的成型段长度较长,传统方法为在成型段30mm 后做封料限位段如图13a)所示,在针套根部增加一段30mm 的限位段,该结构通过头部和根部同时限位如图13b)所示,实现了对整个针身进行限位,防止偏摆。
跟踪效果:将3型芯针与针套的配合长度加长后,产品油道壁厚未再出现壁薄情况。
5、结 论
数值模拟能为铝合金压铸件在前期开发时对浇注系统的布置提供直观的参考依据,从而缩短产品开发周期。合理的冷却结构能够保证模具的冷却效果,从而保证产品质量。对于远离内浇口的厚大位置的缩孔,合理增加挤压销是最直接最稳定的解决方法。通过减小横浇道面积能有效减小局部的填充流量,降低对进料位置侧壁的冲击,从而改善拉伤粘铝。通过加长超长型芯针和模具的配合段,能有效防止偏摆导致的产品局部壁厚薄。

 25.92万
25.92万

 26.17万
26.17万
 9648
9648
 1.78万
1.78万
 1.46万
1.46万
 1.17万
1.17万
 1.45万
1.45万
 1.52万
1.52万
 1.45万
1.45万
 1.96万
1.96万
 1.64万
1.64万
 1.03万
1.03万
 1.32万
1.32万
 1.44万
1.44万
 7800
7800
 1.19万
1.19万
 1.23万
1.23万
 1.34万
1.34万
 7943
7943
 6953
6953
 622
622
 317
317
 257
257


















