














文:吉利汽车极氪工厂党战国、房冠群、宋竞春
摘要:随着社会发展,国内汽车行业发展越来越迅速,针对现阶段新势力汽车行业崛起,零件尺寸测量做为所有车企重点监控对象,所有车企对尺寸的监控越来越严格。
尺寸测量做为加工和检验零件的重要依据,现在随着新势力汽车的快速发展,大型一体化压铸技术日渐成熟,然而大型一体化压铸件存在以下几个缺点:
如何适应大型一体化压铸件的尺寸测量需求,成为了现阶段尺寸测量的新挑战,本文结合工业领域高精度、复杂、大范围的测量需求,通过对比常规三坐标测量等技术,为解决大型结构件尺寸测量提供理论依据。
关键词:光学测量;汽车制造;一体化压铸;
1、光学测量设备简介
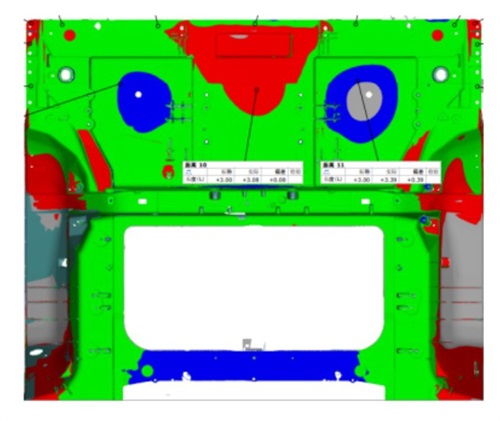
光学测量设备凭借其精度高、效率高、不接触被测物等优势,可实现全自动全尺寸光学自动检测,对实际生产的工件进行数据采集,将采集到的数据与CAD设计数模进行对比,自动输出实际工件的型面,各检测特征与理论数模的对比,可自动输出全尺寸偏差,色差图,以及对生产过程中的加工质量监测,可广泛应用在大型结构件的检测,以及压铸一体成型工件的自动检测。
2、光学测量设备基本原理
2.1 光学测量设备属于视觉测量设备,基本理论依据是共线方程以及双目视觉原理。图1所示。
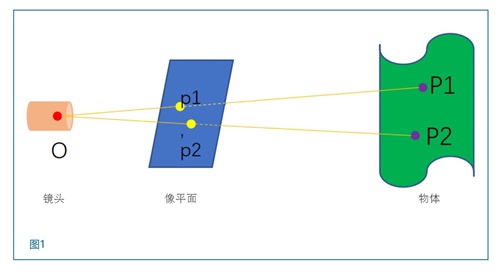
2.2 共线方程:镜头中心(光心)O、物体上的点(P1、P2)、像点(p1’、p2’)三点在一条直线上。
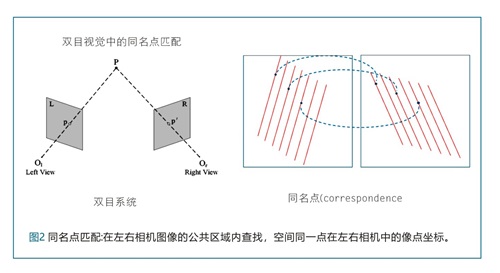
2.3 双目视觉原理:空间同一个点在两个相机成像,根据共线方程可以建立两条空间直线方程,左右两个相机的基线距离一定,通过空间直线方程求交点的方式对空间点三维坐标进行求解,即在左相机像面上的任意一点只要能在右相机像面上找到对应的匹配点,就可以计算出这个点的三维坐标。图2所示。
2.4 激光线坐标统一:跟踪系统原理
坐标系统一:利用双目视觉基本原理,实时跟踪手持的球形扫描仪位置姿态,将离散的激光线坐标统一到同一个世界坐标系下。图3所示。

3、光学测量设备精度分析
3.1 量具能力Cgk分析
采用光学设备对测量标准尺两端点A、B坐标,标尺长度标准值大约为650mm,通过对标尺长度的连续性测量,最后计算出在标尺长度测量值与标准值对比,测量结果如表1:
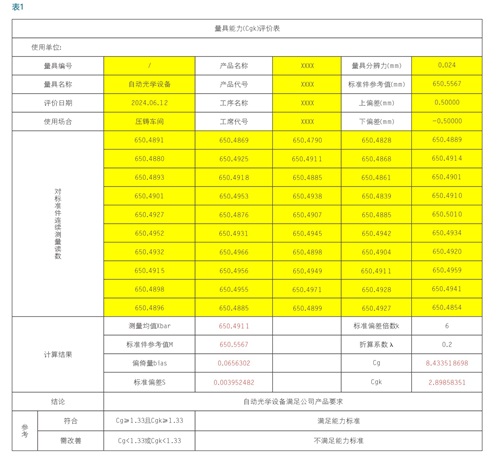
结合数据,光学测量设备在公差±0.5mm的标准下,偏倚量为0.0656,标准偏差为0.00395,Cg为8.4335,Cgk为2.8985,满足能力标准。
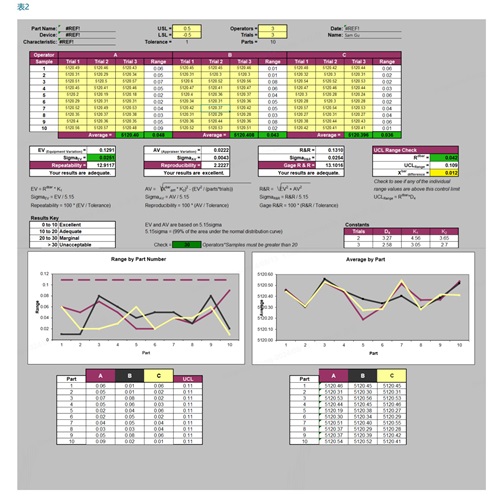
3.2 MSA(重复性&再现性)
光学测量设备对产品尺寸进行MSA测量系统分析,样本数n=90,从下方汇总数据表中可以看出,设备的重复性波动≤0.05mm,完全满足一体化压铸大型结构件的测量需求。表2。
4、光学测量与三坐标测量的比较
4.1 三坐标测量采样数量少,无法完整地反映出整个零件的状态;光学测量能够完整地扫描出零件的整个型面包括切边、孔等特征。
4.2 三坐标测量过程中受测量人员的技术水平的影响大,不同水平的测量人员可能测量出不同的结果;光学测量的精度由机器精度保证,测量人员的技术水平在测量过程中对测量结果的影响小。
4.3 三坐标的测量报告简单,可读性不佳;光学测量报告形象,易于理解与阅读。
4.4 三坐标测量时间过长,光学测量无接触式测量时间大幅度缩短;以大型一体化压铸后地板为例,测点特征中包含孔特征205个,面轮廓度特征点362个,自动光学测量一件时间约30分钟,三坐标测量一件时间需120分钟,光学测量时间仅为三坐标测量时间的1/4,有效提升了测量效率75%。
4.5 光学测量可以与多种系统(MES系统、数据处理系统等)进行交互,测量软件可以对工件进行SPC控制分析,可以输出I图、MR图、趋势图、样本统计、工件值等内容。
4.6 自动光学还有以下优势:
a)单次拍摄覆盖面积大
b)快速非接触式数据采集
c)多功能手动及自动化应用
d)车间条件下高精度、可靠运行
e)收集丰富而全面的三维信息
结 论
我们通过对光学测量设备的精度验证,能力分析以及与常规三坐标测量分析对比,不管从数据报告的识别,从Cg/Cgk,MSA等精度方面,还是从设备的自动导出的SPC数据、趋势图以及与质量监控的MES系统等数据互联,我们可以看到,光学设备完全满足于现阶段大型一体结构件的测量需求。
结束语
本文详细解读了光学测量设备的基本测量原理,以及相比较于传统三坐标测量设备,对于大型结构压铸件测量的优势,一体化压铸作为对整个汽车行业的制造工艺革新,完成了对传统汽车整车焊接工艺的优化,简化了工艺流程;尺寸测量作为工艺改善优化的主要方向,传统三坐标已经无法满足对大型结构件的整体尺寸把控,我们通过对比三坐标测量,分析光学测量设备的精度,通过对比CAD数模,实现工件色差图的直观可视化显示,在生产过程中,可以通过光学测量色差图对工艺调整所产生的工件尺寸变化进行全面的监控,快速有效地判断工艺调整的可行性。

 25.92万
25.92万

 26.17万
26.17万
 9648
9648
 1.78万
1.78万
 1.46万
1.46万
 1.17万
1.17万
 1.45万
1.45万
 1.52万
1.52万
 1.45万
1.45万
 1.96万
1.96万
 1.64万
1.64万
 1.03万
1.03万
 1.32万
1.32万
 1.44万
1.44万
 7800
7800
 1.19万
1.19万
 1.23万
1.23万
 1.34万
1.34万
 7943
7943
 6953
6953
 622
622
 317
317
 257
257

















