














黄奇德
德宝压铸技术公司
压铸工艺是把熔解的合金注入金属模具,然后冷却的过程。要把产品做好,除了充填过程很重要之外,影响冷却的模温控制也是很关键的。
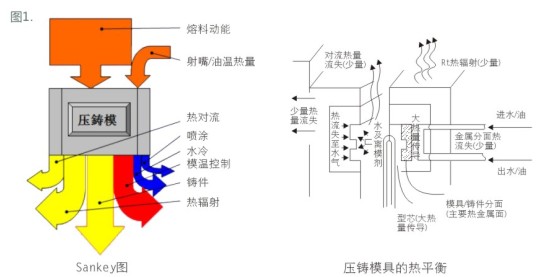
如果把压铸工艺看成是一个模热循环过程,在这模具系统里,流出的热量必须等于进入的热量,不然模具会越来越冷或越来越热。附图为热室压铸模的热平衡图(Sankey diagram); 进入系统的热量以熔解合金的热量为主,少量热能由射嘴的热能,或模温机的热能提供。离开的热量则比较多样化,最主要的是取走的铸件的热能,其次是热幅射和冷却管道带走的热量,其余的包括热对流,喷涂的少量热量。冷室模具的热平衡图在热量的比例会有不同,但原理一样。
模具热传递方式
在解释模具温度热平衡的同时,让我们重温一下各种热传递的方式。
热辐射: 热量传递的3种方式之一。一切温度高于绝对零度的物体都能产生热辐射,热辐射以电磁辐射的形式发出能量,温度愈高,辐射出的总能量就愈大。同时, 物体表面积越大, 辐射量也就愈大。

压铸模具在高温下会透过热辐射流失部分热能。
热传导: 热量从系统的一部分传到另一部分,或由一个系统传到另一系统的现象叫做热传导。是固体中传热的主要方式, 热量从物体的高温部分传至低温部分, 只要物体内存在温度差,就一定会发生传热。热传导速率决定于物体内温度场的分布情况。
压铸生产中,铸件热量传导至模具,模具热量传导至离型剂水分(部分蒸发)和冷却管道的流体。 在流动情况下热传导与热对流同时进行。此外,模具有少量热能传导至压铸机板,对要求高模温的模具,可以用耐高压隔热板放在模具和机板之间,减少热流失。热传导越快,热交换效率越高。一般使用的模具型芯材料1.2344或1.2343,热传导系数为25W/mK,模架材料1.1730为45W/mK,模具在某些散热比较困难,可以选择传热较快的材料,像铜基材料。有用于快速散热位置(如排气块)的鈹铜,热传导系数为100W/mK。
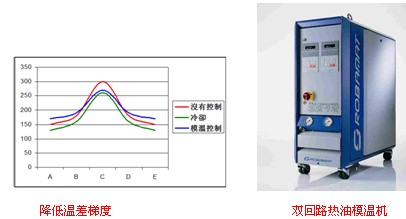
模具材料,水流量对温差的影响

附图表示,在不同材料下,水的温度和模面温度差有区别。铍铜由于传热性能高,水和模面的温差很小。除了材料,管道至模面的距离,还有水流量也会影响温差。
热对流: 液体或气体中,较热的部分上升,较冷的部分下降,循环流动,互相搀和,使温度趋于均匀。对流是气体中热传递的主要方式,分自然和强迫对流。
q = hc A dT
模具热量传到环境空气,外围的热空气以对流方式带走少量热量,气化的离型剂水分透过自然对流带走热量, 冷却通道的流体以强迫对流方式带走模具热量。
模温对铸件质量的影响
不适当的模温会影响铸件质量,温度过高会导致:
-周期时间过长
-离型剂消耗太多
-尺寸精度降低
-模具/工件变形
-缩孔/表面凹陷
-表面起泡
-粘模
-顶出困难
-模具磨损
模具温度过低则导致:
-冷纹
-填充缺料
以下为各种合金压铸模具,推荐的表面温度范围:

因此,把模具温度控制在设定范围是很重要的。模温机正是为此而设计的。
模具的温度平衡
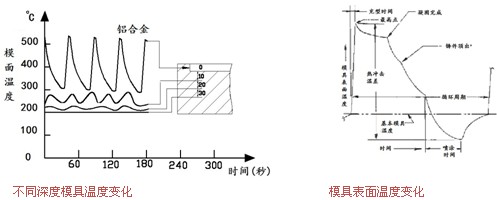
在压铸过程中,模具温度是循环变化的,并最终保持动态周期性平衡。模温在金属进入模腔后达最高点,在刚喷涂完时达到最低点。所谓模具温度,是指射料前的温度。压铸模具形状复杂,模具温度分佈不平均,铸件也厚薄不均;导致各种质量问题,要保证铸件质量,必须细分模具热场区,并分开控制温度。而规划模温控制,须要先了解铸件要求(表面光洁度,气密性,强度要求等)。
#p#分页标题#e#

缩孔区和模具过热区
生产者要控制模温范围,还要减少温度分布差异;铸件厚壁位置和模具较热的部位容易产生缩孔,如果缩孔产生在关键部位,像接近机加工位置,就会引起外观问题,或铸件泄漏;解决办法是加强冷却。相反,铸件在模腔内的冷却过程中,薄壁位置会先凝固,产生冷纹,或堵塞了在增压时金属液补缩的途径,譬如,浇口太早凝固会令铸件的缩孔增加。因此有需要在薄壁的地方,和流程远的位置减少冷却,甚至加热。凝固速度对铸件质量也有影响,高冷却速度有助于形成细化晶粒组织,提高铸件的致密性。
模温控制方式
为了控制模具温度,我们使用:
-离型剂喷涂(方向/范围/流量/时间可调),离型剂在高温时的附作力会影响冷却的效率(参考Leidenfrost现象,及Nukiyama沸腾曲线)
-模具冷却管道(流量/开通时间可调),流量越高,冷却速度越快。
-模具上安装加热管(功率/时间),维护麻烦,较少应用。
-铸件渣包(大小),也可用作额外加热,但热效率低。
-模具温控管道(媒介温度可调), 模温机的热水或热油,可加热和冷却。
-生产周期(周期越短,模温越高)等。
不同方式各有优缺点,要解决问题,必须综合运用,才可达至最佳效果。
模具冷却管道的布置和设计
压铸模具的内部温度控制是非常重要的。它缩短了生产周期,降低了模具整体温度,和减少温度差异。可能是由于安装管道麻烦,影响换模时间,或模具生产成本,或供水条件差等问题,很多压铸厂没有重视模具的内部冷却;而主要依赖离型剂喷涂来冷却模具,这会:
-令模具表面容易龟裂,寿命降低;
-过多的水气导致铸件困气;
-水渍附在模面,影响传热效果;
-消耗太多离型剂,增加了成本,也导致污水处理的问题;
-不适合稳定的自动化生产;
-同时也拖长了生产周期,影响效率和产品质量。
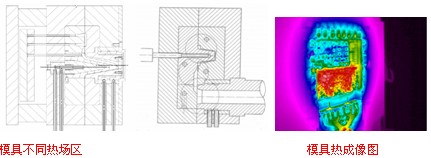
在设计冷却管道时,首先要知道模具有不同的热场区域,它们有不同的冷却要求,冷却管道的布置要可以独立控制每个区域的冷却量或温度控制;最简单可以分为三个区域,即冲头区(或分流锥区),流道区和型腔区。
冲头区
这里一般是模具最热的位置。要最快的把大量热能带走,最好是用冷水冷却,因为水的热容量和热传导系数高。
流道区
视乎模具大小和铸重,可选择使用水冷或油冷。浇口区要独立的温度控制,防止粘模。
型腔区
型腔区是模温机主要应用的区域,复杂的型腔,可以再细分热场区。模具设计师根据经验,或利用模热分析软件,判断不同热场区,如滑块,型芯,不同厚薄区等,以此来布置多条冷却管道。
使用模温机的好处
模温机可以提高铸件质量。目前,大部分的欧洲压铸厂都在使用模温机,模温机已经是成为标准的压铸周边设备。如何利用模温机来提升铸件质量,模具设计是关键。
用冷水来控制模具内部冷却是目前国内比较普遍使用的方法。优点是使用成本低,冷却效率高,要求管径较小。缺点是1.水垢堆积在管道壁上,水垢是隔热的材料,会令热传递效率下降,改变冷却量,不利于自动化生产。解决方法是定期清洗管道,和处理冷却塔的水。2.冷水温度低,和模面的温差大,内应力较大。3.流量要求高,一般需要10-20lpm的流量,铸件越大,要求流量越高,还要考虑距离远的要有足够水压。4.如果生产不稳定,经常中断生产,则模具水冷经常需要关闭,甚至模具需要适当预热,模温无法有效控制。5.在调机时,用冷水调模温比较难调。
模温机和冷水控制都是利用模具的冷却管道来调节模温,主要的分别是模温机不单只可以冷却,还可以加热。模温机分为热水及热油两种,我们在下一篇文章会有详细描述。适当使用模温机有以下好处:#p#分页标题#e#
-提高模具寿命。熔融金属和冷模接触会对模具产生严重的热冲击力,可以很快令模具热裂; 相反,如果把模具预热至150C以上,可以大大提高模具的热冲击强度,故此,预热模具,特别是大型而昂贵的模具,是必要的。
-减轻热冲击。流体温度高些可以提升模具基本温度(缩短生产周期也可以),而加大流量可以降低模具最高温度(加强内部冷却),两方面都可以缩小热冲击温差。
-模温机对薄件的生产很重要。薄壁件需要很高的模温来提升金属流动性,必须长期加热来保持高模温。特别是镁合金薄壁件,它的热容小,要求的加热功率也大。
-不用担心管道水垢问题,就算是热水机,也是用循环水,问题不大。
-减少使用离型剂,降低使用成本,也降低模具热裂的机会。
-减少预生产的废品。
-利用点式冷却管道,可以减少型芯过热的情况。
-铸件表面质量明显提高。
-模具温度不受生产中断,如停机/修模/换班的影响。
-生产质量稳定,无需太过依赖操作工的经验。
-降低模具的温差梯度,改善模温不平衡,减少变形。
-铸件尺寸稳定。
-模具温度稳定,修模次数减少。
-适合自动化生产。
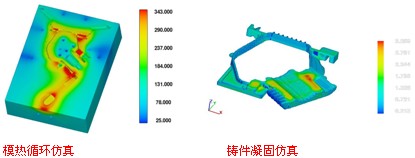
分析工具
冷却管道规划不好,很难在事后纠正。因此在设计模具时准确预测铸件和模具温度分佈与变化很重要。模热分析软件可以担当此任务。使用软件的模热循环功能,可以找出压铸生产时模具较热和较冷的位置。软件的铸件凝固功能,可以找出铸件最后凝固的位置(即缩孔的位置)。方便在模具开发设计階段找出相应优化的冷却管道佈置。
在正式生产时,要掌握模具表面温度的实时信息,最好就是用红外线热成像仪。它可以用颜色画面显示温度分布,用户可以直观地判断模具较冷和较热的位置,作为调整冷水流量,模温机温度和离型剂喷涂量的依据。

本公司代理有关模温控制的产品,包括奥地利模温机,美国高压点冷机,美国模流分析软件,日本热成像仪等。在下一篇文章里,我们将会介绍热油和热水模温机的工作原理和特点,选型和管道计算,使用方法,以及应用。

 25.76万
25.76万

 26.01万
26.01万
 9630
9630
 1.77万
1.77万
 1.45万
1.45万
 1.16万
1.16万
 1.45万
1.45万
 1.51万
1.51万
 1.45万
1.45万
 1.95万
1.95万
 1.63万
1.63万
 1.03万
1.03万
 1.31万
1.31万
 1.43万
1.43万
 7710
7710
 1.19万
1.19万
 1.22万
1.22万
 1.33万
1.33万
 7887
7887
 6900
6900
 584
584
 254
254
 199
199


















