文:黎春明 宋成猛
重庆建设雅马哈摩托车有限公司
摘 要:摩托车汽缸体是发动机的重要部品,在机加工序压检不良的产品作为报废品处理。本文通过试验数据论证,为了保证汽缸体的品质,在日常生产过程中,要做好以下内容:①排气槽的大小要设计在 0.4mm,并且保证日常生产过程中要通畅,②为了防止烧附,模具在机床上生产到一定模数(如 5000 模)后必须对模具型腔进行清理;③在铸造生产时保证料饼厚度为 35mm 左右。
关键词:压力铸造;汽缸体;压检不良;铝合金
众所周知,汽缸体是摩托车的重要部品,汽油在摩托车汽缸体里面燃烧产生动力。因此对摩托车汽缸体的品质的主要标准之一为泄漏检测,我司标准为 0.3MPa 压力下进行检测,不能有泄漏。为了保证铸件品质,本文从模具日常维护,铸造控制方面进行了说明。
1 汽缸体铸造工艺介绍
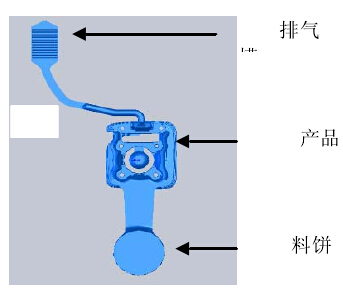
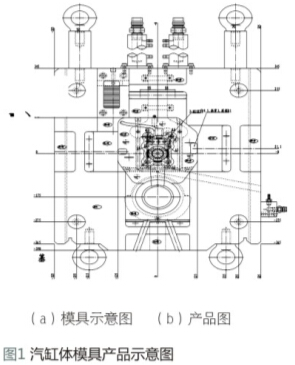
我司汽缸体的铸造工艺流程为:熔炼→配汤→铸造→时效→抛丸→去毛刺→检查→机加。汽缸体铸件形状如图 1(a)所示,模具示意图如图1(b),汽缸体散热片由四个滑块铝成型。
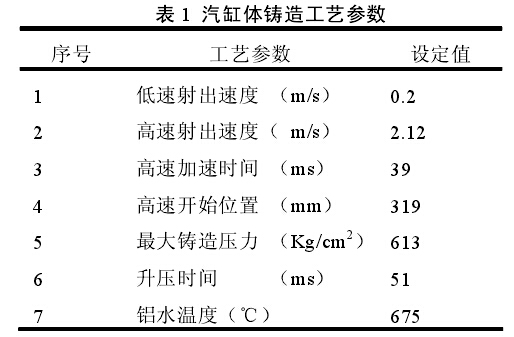
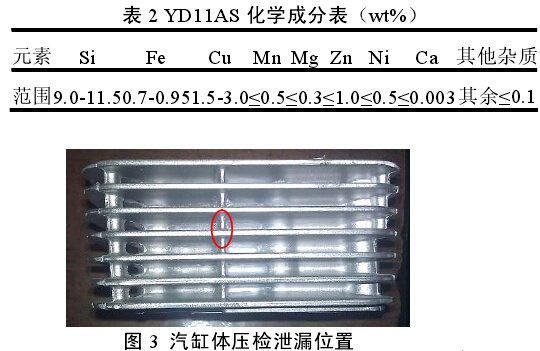
该产品在东芝 650 吨的压铸机上铸造,铸造艺如表 1 所示。所使用的铝合金为 YD11AS,其化学成分控制范围如表 2 所示。在通过机加工后,铸件经过压检工序,出现压检不良位置如 3所示。重点位置为第3块叶片和加强筋连接位置。
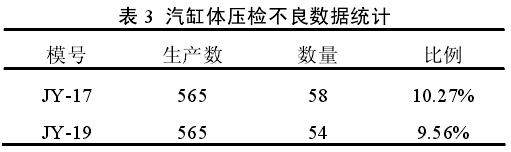
某月汽缸体加工后的数据如表 3 所示,从两副模具的数据统计来看,压检不良比例相当高,在人工和能源方面造成了相当高的,在制造成本上带来了大量的浪费。
2 原因分析
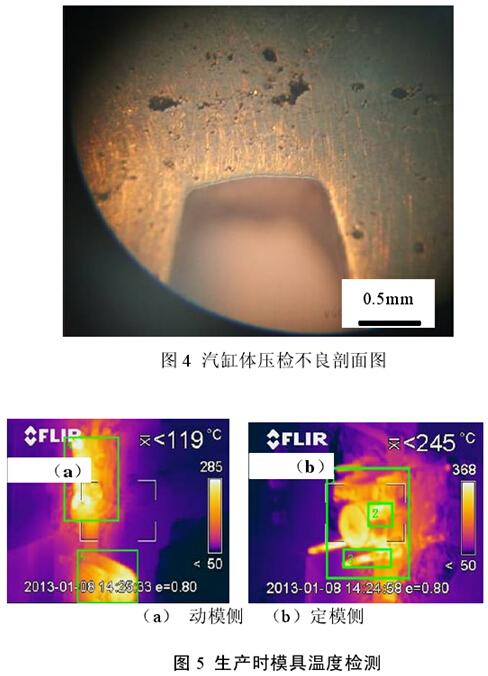
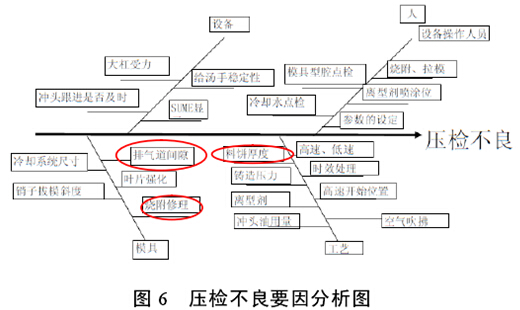
为了深入分析产生压检不良的原因,对铸件进行解剖观察分析,如图 4 所示。从图中可知,在铸件的剖面位置上有很多气缩孔,大小在0.2-0.5mm 之间。这些孔洞连接成片,压检时压缩空气从孔洞中泄漏出来。造成压检不良。为了进一步分析生产气缩孔的原因,使用红外线热成像仪对生产时的模具进行检测,结果如图 5 所示,从动模和定模的检测结果可知,产生压检不良位置的模温比其他位置温度都高。见图6 所示的要因分析图,从图中可知,影响压检不良的主要因素为铸造压力,模具排气间隙,烧附修理。
3 结果论证
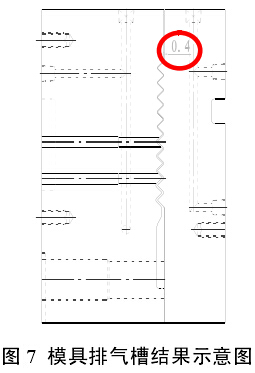
(1)排气道间隙对压检不良的影响模具排气槽的结构示意图如图 7 所示,该位置为模具的天侧,在压铸生产时为铝水充型的最远端。一般地,铝水到达排气槽位置时已经凝固,只有型腔内的气体从排气槽排除。
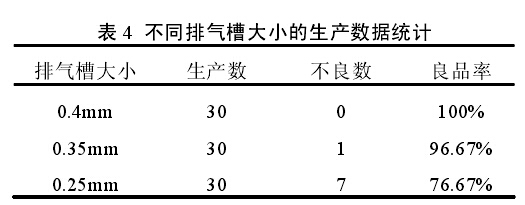
为了论证排气槽的大小和压检不良的关系,在保证其它条件良好的情况下,将排气的大小制定为 3 种状态,分别生产 30 件进行试机加确认,试验结果数据见表 4 所示。从图中可以看出,当排气槽的大小为 0.4mm,良品率为 100%,当良品率为 0.25mm 时,良品率只有 76.67%。图 8 展示了排气槽的大小和良品率的关系。从图中可以看出,排气槽越小,铸件良品率越低。
因此在生产质量控制好排气槽的大小。第一,保证排气槽的大小在 0.35mm 以上;第二,要防止排气槽位置被铝水附着,造成排气不畅。
(2)模具烧附修理对压检不良的影响
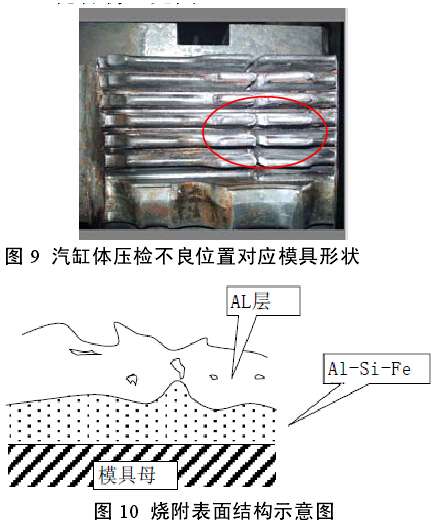
我司某汽缸体模具生产到 4 万模左右时,模具没有作任何清扫,造成机加后不良比率高达80%,为了分析原因,将模具产生压检不良位置拆卸后观察,如图 9 所示。图 9 中的白色的部分为模具上烧附(铝液附着)比较多,由于产生烧附位置的模温比较高,如图 9 所示,造成 Al 元素扩散到模具的型腔表面,在模具表面形成了Al-Si-Fe 化合物(见图 10)。

















 25.76万
25.76万








































