文:张 露 邓凌曲 刘运林 刘圣林
南京泉峰汽车精密技术有限公司
摘要:某款铝合金压铸模具的抽芯在生产中频繁发生断裂,经分析发现电火花加工后白亮层未去除,以及内部冷却水的腐蚀作用最终导致断裂发生。后调整电火花加工工艺,降低白亮层厚度;电解抛光内腔表面,增加内腔表面光洁度;在冷却水里添加防缓蚀剂和阻垢剂,减少冷却水对抽芯内腔的腐蚀作用,从而延长了模具抽芯寿命。
H13钢类热作模具钢,由于其优良的淬透性、淬硬性,以及良好的室温、高温性能,而广泛应用于要求高韧性和冷热疲劳抗力的压铸模、热锻压模和热挤压模。目前,铝合金压铸模具多采用H13钢,我司亦采用该钢种制作模具抽芯。但是在实际生产中某款铝合金压铸模具的抽芯频繁发生断裂,现对该断裂进行分析,寻找合理可行的方法避免频繁断裂。
1.分析
(1)宏观断口分析 该抽芯结构如图1所示,截面为椭圆形,长轴约80mm,短轴约50mm,断裂大致在图1中横线附近。在压铸生产过程中,上下反复抽芯,生产约1.3万模次即发生断裂,可以看到内腔通有冷却水路,断口如图2所示。整个断面分为初始断裂区、裂纹扩展区和最后断裂区。根据断口纹路判断,裂纹源在图3所示的型腔内壁位置,呈现台阶状,属于多源断口,在随后的反复抽芯过程中,
裂纹扩展并最终断裂。
(2)成分分析 对抽芯横截面取样,直读光谱分析仪实测化学成分如附表所示,可以看到该抽芯的化学成分符合H13钢的标准。
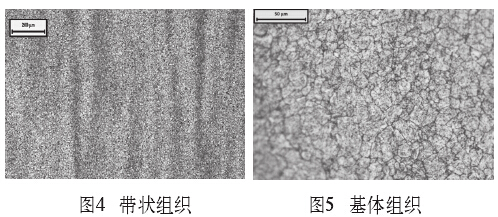
(3)显微分析 从工件开裂部位切取纵向和横向样块,经磨制抛光腐蚀后观察,如图4、图5所示。根据北美压铸协会的带状组织/微观不均匀度评级标准《NADCA#207—2003》,纵向来看金相组织,该
带状组织等级属于可接受的范围,且碳化物细小分布均匀。横向来看金相组织,基体为回火马氏体和细小的碳化物,晶粒度7~8级;洛氏硬度46~48HRC,符合硬度要求。金相组织正常,不是造成抽芯断裂的原因。
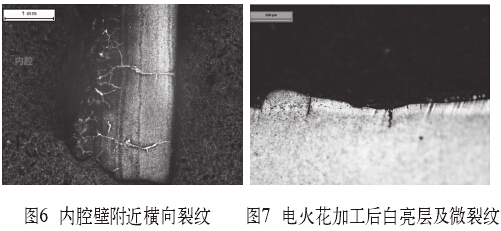
沿着裂纹源纵向剖开,观察内腔壁附近金相组织情况,发现内腔壁非常粗糙并有大量横向裂纹,如图6所示。与生产人员沟通得知,抽芯内腔由电火花加工而成,之后无其他处理便投入生产。追溯当时的电火花加工工艺,并在一块新的H13模具钢样块上还原电火花加工过程,金相分析如图7所示。根据当时的加工工艺,电火花白亮层最深可达50μm,且电火花加工后白亮层上立即出现了微裂纹。由于该抽芯的内腔采用电火花加工工艺,必然产生较厚的白亮层和较多的微裂纹。在实际生产过程中,压铸模具一般在较高的温度下生产,在每一模次的生产过程中,模具抽芯表面吸收铝合金熔体在凝固过程释放的热量,继而向内层产生热传递,而内层由于冷却水的存在而使内腔温度很低,这样抽芯内腔附近在冷热交替反复的环境下,微裂纹势必扩展而逐步发展成大量的横向裂纹。
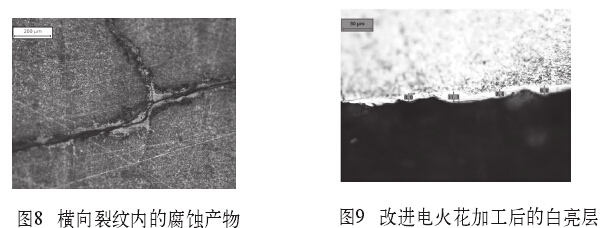
考虑到抽芯内腔长期被冷却水包围,水质就是普通的自来水,这样的环境下极易发生腐蚀,如图8所示。横向裂纹内已有大量腐蚀产物。在抽芯的冷却水路中,当水温到达60℃以上时,钙镁离子很容易分解结垢,当水冷却后,冷却水中的微溶物质结晶析出,在抽芯型腔内表面结成硫酸钙、碳酸钙等水垢。水中所含溶解性气体、腐蚀性盐类等电解质与H13模具钢接触时,因为电解质的作用,使模具钢表面析出Fe2+,内腔表面遭到腐蚀。同时,空气中的尘土,杂物混入冷却水中,致使微生物繁殖,加速模具抽芯的腐蚀。
这样,在电火花加工的微裂纹和冷却水对模具腐蚀的综合作用下,在抽芯上下反复抽取的过程中,横向裂纹不断扩展,最后断裂。
2.改进及效果
基于上述断裂的原因,必须对电火花加工工艺予以改进。以往为了提高生产效率,常常采用大电流加工内腔,产生的白亮层很厚,为了减小白亮层的影响,必须采用小电流精加工,同时加强电极本身的光洁度。当然也要考虑生产效率,经过多次调整,最后选择合适的加工工艺,将白亮层减小至平均10μm左右,如图9所示。在此之后必须去除白亮层,但是人工打磨必然造成打磨面粗糙不平的情况,凹凸不平的表面也会成为断裂的起始点。为了最大限度减少这种不平表面,采用电解抛光的方法。被抛光的抽芯内腔为阳极,不溶性金属为阴极,两极同时浸入到电解槽中,通以直流电而产生有选择性的阳极溶解,从而减小型腔内表面粗糙度值,达到表面光洁的效果。
为了减少抽芯内腔冷却水对内壁的腐蚀作用,在冷却水内添加一定量的缓蚀剂和阻垢剂。在以上措施的保护下,目前抽芯生产8万余模次依旧良好,无断裂倾向。
3.结语
(1)模具电火花加工后必须去除白亮层,电解抛光型腔表面,增加光洁度,防止微裂纹产生及扩展。
(2)在普通自来水的环境下,通冷却水路的抽芯型腔会发生腐蚀进而引发断裂。在冷却水内添加定量的缓蚀剂和阻垢剂后,有效地减少了腐蚀的发生,延长了模具寿命。


















 25.76万
25.76万








































