文:Siegfried Meinyich
所有大型汽车生产厂家,都在推动以轻金属结构件代替钢结构件,这是一个机会,同时也是一种挑战。
Schaufler Tooling股份公司(Laichingen)论述了开发和生产汽车结构件压铸工艺的体会和观点。
20年前该公司就生产了首套汽车结构件压铸模具,这是由两个压铸件和铝型材组合的汽车门。这些铝件当时处于开发阶段还没有批量生产。
目前,利用压铸工艺生产的轻型汽车结构件,多数为车身和汽车底盘,由于欧洲轿车CO2限排的规定将推动轻型结构件的开发,规定为轿车CO2的排放量到2020年平均降至95g/km,除了提高驱动工艺技术,交通工具的重量对于汽油消耗起决定性作用。经验公式告诉我们,一个零件的重量,如果利用轻金属材料,可以节约30%,这样的努力是值得的。
一、动力增长
所有著名的汽车生产厂家,各种零件都要在试验台上检查,仪表支架,纵梁、横梁悬吊支柱,后尾盖或弹簧支架,都要接受新的加工工艺,所有这些构件都要以铝件代替较重的钢件。全铝车身的奥迪A8已作了示范,每辆车有20%以上类似情况可以在各种运动车获知。值得注意的主要问题是,许多大型汽车生产厂家在了高级轿车中也大量采用轻型结构件。在戴姆勒(Daimler)按S-级目前已在C-级有7种结构构件采用,奥迪目前对A6,将来对A4,以铝替代7种钢构件,宝马车(BMW)这样的替代已引入第3个系列。
以此,对压铸件的需要量成倍增长,估计在来年添加的大型压铸机超过80台,以满足欧洲的需要量。
二、对铸造者的挑战
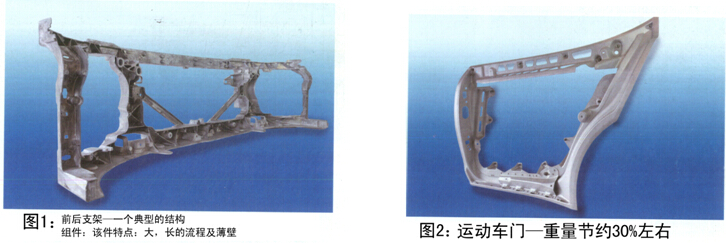
压铸厂家面临巨大的挑战——不仅是数量方面,铸造者要与特殊合金打交道,这样的合金在延展性,强度以及碰撞特性方面符合汽车工业的高要求。为了获得所要求的零件的机械性能,必须掌握可靠及可循环的真空铸造工艺。零件往往具有较大薄壁的面积(图1,2)需要高的充填及浇口速度,这样会有长的浇注流程以及壁厚小的公差。为了防止在厚壁

范围,如:拱顶或旋入孔,出现缩孔,往往要求局部挤压。
经常出现的构件变形,必须尽可能通过变形模拟及补偿浇注等前端工具匹配来减少。
另外要求最低量的喷涂,结构件与普通构件之间存在着成本的竞争,为了发挥其优点,铸造工序要在每个方面进行优化,以便缩短循环时间,提高模具寿命,节约资源。喷雾技术的转换以及在模具表面冷却急剧下降也是基本的因素。在不用水,只用脱模剂进行喷雾时,在模具表面的应力明显减少。由于喷洒时间下降,循环周期可以节约12L水和6秒的循环时间,这样每台机器、每年可以减少130万升废水,节约12000欧元。
三、模具制造技术
在这样高的要求下,与模具制造商的合作起主要作用。尤其是初始设备制造厂家,要求结构件开发的早期阶段,在工序链中进行紧密的合作。
制造商必须具备一定的条件,大而精密的加工中心配置五轴工艺,以便加工大面积整个尺寸零件的模具,对于2-3mm典型壁厚能实现十分小的公差配合。
作为模具加工厂家,对于薄壁轻金属件要有基本的了解,Schaufler Tooling公司20年的经验中,对长的流程,薄的壁厚的小的公差作出了很大贡献。再者,对于真空体系内排气的设计要有一定经验。在金属熔液以70m/s速度充填时,模具内的空气要以同样的速度排出,模具相应的刚性是必然的。在对铸件增密时局部挤压需要一定的经验,即挤压机构的允许误差,以防阻挤压销卡住以及金属熔化物的喷射。
四、核心竞争力——热平衡
模具的表面冷却始终为重要挑战,由于喷涂技术采用最小量或高浓度喷洒,模具的热处理具有特别的意义,必须确保均匀的温度分布,借助于喷涂技术对不均匀性补偿是不可能的!按照通常经验调温处理设计是不会达到规定的最佳循环的。
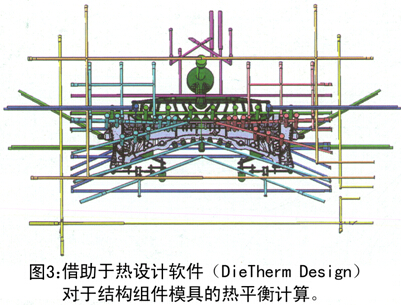
Schaufler Tooling公司是借助于热量平衡设计软件计算热平衡,以达到一个最优的加热——冷却体系设计(图3)。压铸热量平衡设计软件(Die Therm Desingn)是美国公司——Therm Enginee ring LLc为优化加热——冷却体系设计开发的一种软件。以计算机辅助设计——几何数据和质量要求进行循环时间计算。模糊不清的近似估算、依靠经验等方式已经过时,恒温处理设计开始以浇注间干式循环为基础,这可以理解为可想像的最快可能的循环,在考虑最短冷凝时间及喷涂时间下进行浇铸,在比较高的均匀温度分布下顶出铸件,尽可能使模具温度波动小及较短的循环时间,在相对一致性的温度时间点推出铸件,可提高铸件的尺寸精度。
按要求采用热控(Die Therm Control)仪器对浇注工序冷却介质的流量及温度作不断的控制测量,计算机控制评价,借助于阀对每个冷却循环流量调节。使温度控制系统满足模具热平衡的设计要求,获得最大效益。按模具表面热平衡要求,通过循环冷却设备可以达到要求。
结论:
压铸结构件的开发为铸造者和模具制造者打开了十分光明的前景。汽车开发者的要求明显提高,不断推动工序链整体优化。在零件开发过程,产品前端已有模拟及计算的支撑,在结构组件的所有阶段工程取得了成就,尤其是压铸模具的设计与制造。
















 27.59万
27.59万










































