文:李心峰,邓红雨,李元涛
新兴重工湖北三六一一机械有限公司
摘要:主要介绍油泵壳体的压铸工艺分析、浇注系统设置等。对实际生产中出现的裂纹、气孔、缩松等缺陷进行综合分析,找出影响问题的主要原因并进行相应的改进,从而生产出合格产品。
压铸作为制造业中一种先进的有色合金精密成形技术,在产品向精密化、轻量化、节能化及绿色化的发展趋势中,正得到越来越广泛的应用。在压铸生产中,浇注系统的设计是决定压铸产品质量好坏的主要因素,如果设置不合理,将对后续的生产产生很大影响,同时压铸生产的各个环节,如铝液质量、模具及铝液温度及压铸机参数等,都关系到产品的质量。
1.产品工艺分析
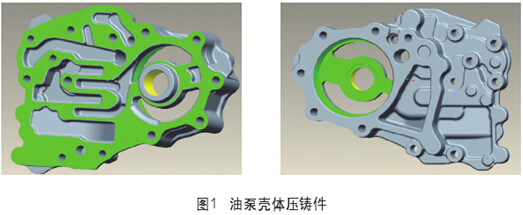
我公司生产的油泵壳体产品(见图1)就是由于模具设计时浇注系统设置不合理,在生产中产生了很大的问题,经后期对浇注系统重新设计,问题才得以解决。
该 产 品 轮 廓 尺 寸 为204mm×140mm×51mm,质量为0.9kg,材料为ADC12,产品平均壁厚为5mm,有多处φ20mm的热节,容易产生缩松和气孔。绿色面为加工面,表面孔洞要求直径小于0.5mm,孔洞间隔小于5mm,距边小于2.5mm。该产品的铸造难点在于:铸件存在多处壁厚悬殊较大的部位,容易产生热裂;铸件的加工余量为0.5mm,但是由于加工面积较大,加工面孔洞要求较高,铸造工艺设计时需要特别考虑。
根据该产品的结构特点和质量要求,开模具时首先选择了压铸方案1(见图2),该方案浇注系统考虑铝液进入模具型腔后流动平稳,不会产生喷射和回转,防止液流紊乱而卷入气体,对加工面孔洞会有一定益处;铸件内部有足够空间设置浇口,可将内浇口设置在内部,有利于模具温度分布均匀。
2.铸件缺陷及原因分析
在实际生产中,发现了如下一些问题,经多次改变工艺参数后仍得不到有效的解决:①产品远角处有裂纹(见图3),该缺陷的比例为30%。②经无损检测后发现在产品多处位置存在气孔和缩松(见图4),该缺陷比例最大,达75%。③大圆孔内圆加工后出现大面积针孔(见图5),不良品率占50%。
针对生产中所发生的问题,我们对其逐一进行了分析。
(1)产品表面裂纹 对比发现,产生裂纹的位置一般都在产品壁厚有剧烈变化之处,在高温铝液凝固过程中,收缩受阻,在圆角、尖角位置就形成了应力集中。另外由
于模具温度较低,铝液凝固过快,造成热裂加剧。
(2)铸件缩松 该缺陷也是由于产品壁厚变化剧烈,有多处热节,在铸件凝固过程中得不
到有效的补缩造成的。热节多数处于近浇口端,浇注时处于高温铝液区,铸件收缩量较大。
(3)铸件气孔 在多股铝液进入模具型腔后产生对流而发生卷气。所发生的部位多在液流末端,产品形状不利于气体排出。
(4)加工面孔洞 在后续加工时发现除有气孔外,还有针孔和夹渣,这主要与铝液的除渣效果有关,在生产中加以控制后,质量有所好转。
3.工艺改进
综合对以上问题的分析,产品表面的裂纹、铸件缩松,与铝液进入模具的位置导致模具温度、铝液温度过高有很大关系;铸件容易出现气孔的位置和内浇口距离该位置太远,产生的气体不易排出,且产生气体的部位形状复杂,容易卷气。在多次试验没有明显效果的情况下决定改变浇注系统,制订压铸工艺方案2(见图6)。
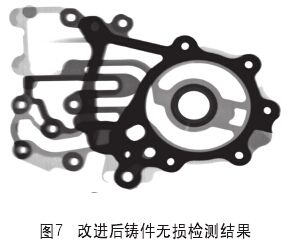
工艺改进后,调整合适的工艺参数,并提高铝液质量,经产品无损检测后内部无明显缺陷(见图7),加工面孔洞缺陷也有很大改进,生产统计总体合格率达90%以上,满足了生产和订单要求。
4.结语
通过油泵壳体产品生产中存在的问题分析和改进,再次证明了前期工艺设计对后期生产的重要性,特别是入料口引入位置、顶针分布等,一旦模具制作完成将很难改变,且会对生产带来很大影响,造成浪费。



















 25.76万
25.76万








































