文:洛阳高新欣华福利加工有限公司 崔爱军
压铸是一种已得到了广泛应用的、能够批量提供尺寸精密、表面质量优良、基本上不加工或少加工铸件的生产工艺。由于铸件的质量和生产效率主要受压铸模具设计和制作的影响,因此不断提高和改善压铸模具的设计和制作水平,对后续的铸件生产大有裨益。
下面针对生产实践中对压铸模具进行的一些改进的实例,作简要分析。
一、铸件二次脱出,提高缓冲体铸件精度和生产效率
如图 1 所示的摩托车缓冲体铸件,该铸件平均壁厚 2. 5mm 左右,机械加工后再配一个适当的链轮即为缓冲体组件。为保证摩托车后轮的平稳行驶,该组件装配时,缓冲体的 4 个链轮安装孔与中心的轴承孔之间有较高的位置度要求。
1. 原有铸件的缺陷及改进
由图 1 可以看出,因铸件结构所限,铸件在脱模时的抱紧力较大,为顺利地脱模,早期的压铸模具的顶杆位置设置如图 2 所示。为放置顶杆,铸件上的 4 个链轮安装孔的底孔便无法在模具上做出,需通过后续的机械加工的方式完成。但铸件在机械加工过程中,因安装孔处壁厚较厚,铸件的内部缩孔严重影响了产品质量。同时,由于螺纹安装孔没有底孔,对机加工定位要求较高,稍有疏忽,机加后的铸件会产生位置度超差,无法满足使用要求,且生产效率极低,满足不了批量供货的需求。
为从根本上解决这个问题,就必须对压铸模具结构进行改进和提高,螺纹安装孔有必要在毛坯件上做出底孔,为此,在设计时就必须改变顶杆的位置。经过分析讨论,决定将顶杆位置改为如图 3 所示的部位,同时由原来的 4 根顶杆增加到 8 根。生产过程中发现,由于顶杆所在位置铸件壁厚较薄,加之铸件抱紧力较大,铸件不能顺利地被顶出,时常会发生顶出铸件时底面被顶穿的现象,造成铸件报废。
2. 新设计模具结构的改进
要想解决这个新问题,势必要增加顶杆数量或减小铸件的抱紧力,由于位置所限,再想增加顶杆数量已不可能,只能从减小铸件的抱紧力上下功夫。根据模具结构,我们决定通过采取二次脱模的方式将铸件脱出,来分减第一次所需的顶出力。
具体方案如下:
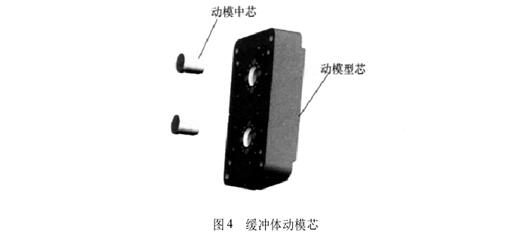
将动模中型芯的尾部台阶加工到 6mm 厚,动模型芯 ( 见图 4) 上安装孔的深度加工到 10mm,开模时,动模中芯随压铸件一起向前运动 4mm,完成第一次脱模。此后,顶出板继续顶出,压铸件再从动模中芯上脱出,完成第二次脱模。
通过两次脱模,减少了每次脱模的力量,可顺利完成压铸件的脱出。
解决了压铸件的脱模问题,还需要在下一循环中使定模中芯准确复位,否则铸件尺寸将发生变化,质量得不到保证。对于定模中芯的复位问题,可利用模具自身的结构来完成,该模具动模中芯和定模中芯是相贴合的,合模时,依靠定模中芯将顶出时跟出的动模中芯推回,即可使其准确复位。
通过上述模具结构的改进,从根本上解决了缓冲体压铸件没有链轮安装孔底孔,后续加工难度大的问题,降低了废品率,大大提高了后续机械加工的生产效率。
二、增加排气通道,稳定镶件尺寸
如图 5 所示的减速器壳体铸件,该产品共有 5 件嵌件,且大部分一次成形,不再进行二次加工,对嵌件的尺寸要求较严。在生产过程中发现,产品的嵌件长短不一,且不合格品分布完全没有规律性,每个操作工、每个班次都会产生大批的不合格品。经过分析可能原因如下:
( 1) 模具上嵌件安装底孔深度不合格。
( 2) 操作者未将嵌件安装到位。
( 3) 压铸机合模时因振动使嵌件脱出。
( 4) 嵌件本身尺寸不合格导致安装不到位。
经过现场排查,模具上的安装底孔深度和孔径都符合图样要求的尺寸; 嵌件尺寸也完全符合图样规定的公差; 据操作者反映每次嵌件都安装到位,就是生产出的产品尺寸长短不一,而压机振动的原因似乎也站不住脚。通过深入了解,我们发现了一个不起眼的问题,操作工反映: 嵌件安装时似乎有弹性,不易一下安装到位。
根据这个现象,我们做了大量的嵌件安装试验,结果表明: 由于模具底孔与嵌件的配合公差较小,操作者快速将嵌件安装进去后,底孔内的空气无法排除,形成一个空气压缩后的气垫,将嵌件从安装孔中弹出。为解决此问题,我们将模具安装孔的底部增加了一个排气通道,安嵌件时使孔内的空气能从此通道顺利排出,杜绝了类似问题的发生,保证了产品质量。
三、改进模具结构,防止轮毂模具局部开裂
如图 6 所示的轮毂产品,是摩托车上一个常用零部件,过去一段时期,轮毂压铸模具常在短期内产生局部龟裂,严重影响了铸件的外观质量。为改善铸件的质量,我们对轮毂模具进行了认真的分析,模具短期龟裂的主要原因有:
( 1) 模具材料及热处理。
( 2) 模具结构设计不当。
(3) 模具使用不当,缺乏必要的维护。
(4) 脱模剂使用不当。
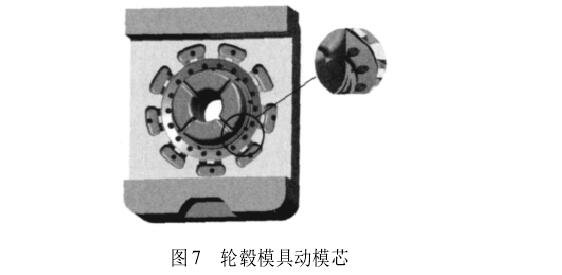
从模具结构上我们可以看到,圆周上的 18 个辐条孔及辐条沉头孔是由整体的 18 个小型芯成形的,这样,模具的动模、定模方芯便可以采用车床加工的方式完成,降低了模具加工难度。但是,这种结构从动模芯上来看,就造成了模具上 18 个辐条孔型芯周围局部厚度仅有 2mm 左右。参见图 7 局部放大所示,其点状区域是原有模具辐条小型芯,如果将此区域与动模方芯一次成形,仅用活动型芯成形辐条孔,那么此处的模具壁厚将增加到 4mm 左右,虽然增加了模具的加工难度,但模具强度将会大大提高。在随后的模具制作中,我们改进了模具结构设计,用图 8b 所示的型芯取代了原有的图 8a 所示的辐条孔型芯,后期的轮毂模具基本上避免了在此处发生的早期龟裂现象。
四、增加工艺型芯,降低右箱体粘模时的维修难度
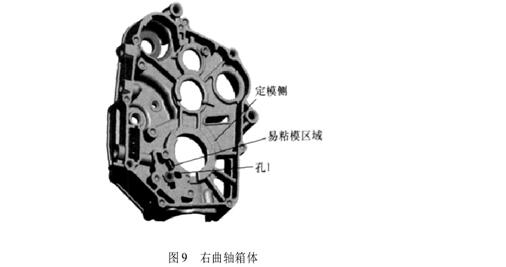
摩托车 100 型右曲轴箱体 ( 见图 9) ,在孔 1 附近有较多的凹槽,生产中极易产生铸件粘定模现象,且粘模后不易从定模中取出。每次粘模都浪费了大量的人力和物力来进行处理。由于受到图样尺寸所限,此处不能依据常规方法即加大脱模斜度的方式来解决。因此,除对模具进行适当的处理以减少粘模外,如何在粘模发生时尽快取出粘模的铸件,成了要解决的一个主要问题。
通过对模具分析发现,孔 1 是由动模上的型芯来成形的,而粘模发生时,此型芯已从铸件中脱出,如果在孔 1 对应的定模侧增加一个工艺型芯,粘模时可通过孔 1 将此型芯敲出,之后利用此孔便能轻松地将粘模区域的铸件从定模中敲出。
五、结语
通过上述实例分析,我们可以看出,如果在模具设计初期,设计人员能够与压铸模使用厂家进行深入的沟通,针对原有模具使用中的一些问题进行有目的的探讨,力争在新的模具设计制作中加以改进,对于模具的使用维护、铸件的批量生产,以及后续加工都大有裨益。






















 25.77万
25.77万









































