文:扬州凯翔精铸科技有限公司 马永强 徐彦琨
摘要:形状复杂的滑块在生产过程中极易出现粘模和变形现象,为解决此问题设计滑块反顶机构。本文提出并解析了两种滑块反顶机构,分别为机械楔紧式滑块反顶机构和碟簧式滑块反顶机构。通过对比,碟簧式滑块反顶机构简单、稳定和方便维护。
关键词:压铸模具 滑块反顶机构 楔紧 碟簧
近几年随着汽车行业的快速发展,压铸件逐渐向集成方向发展,产品的结构也越来越复杂。在生产过程中,经常发生定模和滑块粘模,而粘铝去除工作量很大,对模具损伤也不可完全修复。为解决此类问题,相继提出定模反顶和滑块反顶。本文结合我司的生产实践着重介绍滑块反顶机构。
1.技术背景
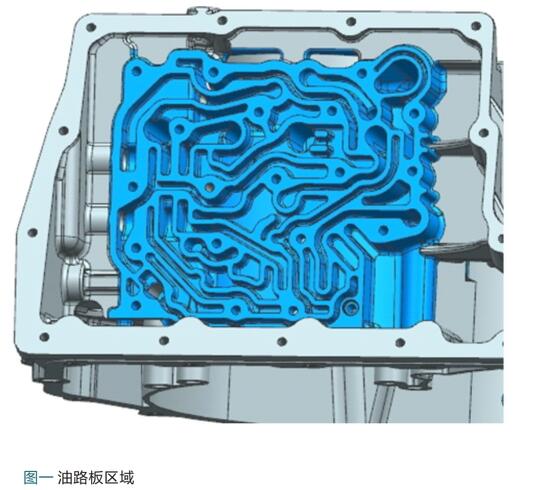
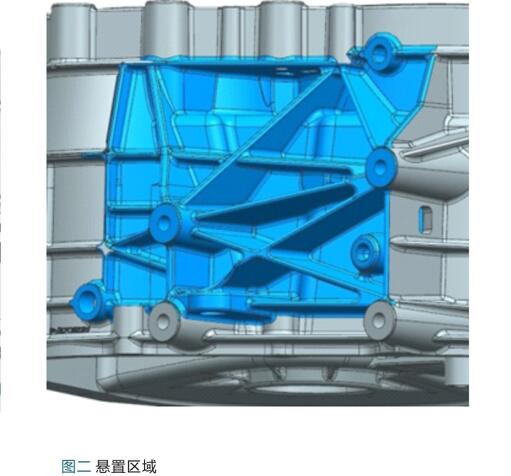
2015年我司开发了一款CVT变速箱壳体,模具评审发现两个滑块结构过于复杂,抱紧力很大,毛坯易变形和粘模。产品易变形区域见(图一)和(图二)。(图一)所示,油路板侧结构最为复杂,主要由阀板、油路、和油道组成,阀板为平面,油路为深度10-20mm的槽,油道为8处深孔,最深达110mm,且四周呈包容面,(图二)所示,悬置侧多为加强筋和螺纹柱台。与项目小组反复研讨,最终提出了两个滑块都做反顶。前期使用机械楔紧式滑块反顶结构,但使用中发现故障较多,后期开发的模具改为碟簧反顶机构。二种方法均进行详尽说明,供大家参考。
2.机械楔紧式滑块反顶机构
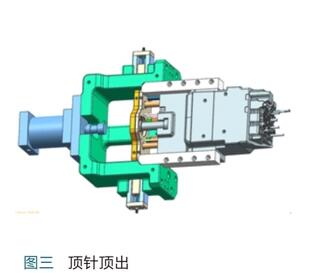
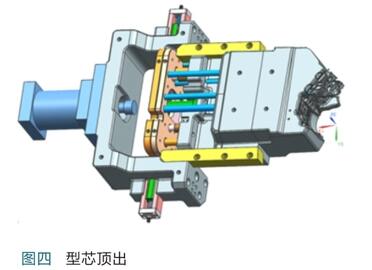
顶出部件分二种,图三成型面平整且后序机加工,可设计顶针;图四为成型面为曲面且为毛坯面,设计型芯顶出。
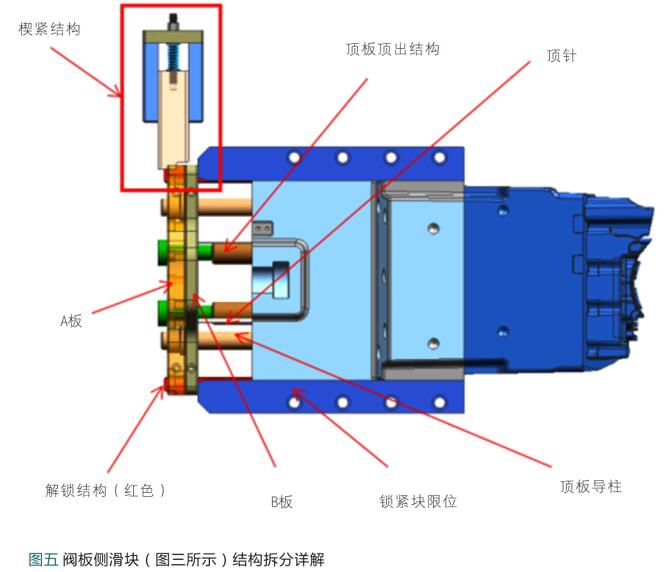
2.1 以阀板侧滑块(图三所示)结构拆分详解
整体结构如左图所示,由顶板(A板)、顶板固定板(B板)、顶板顶出结构、顶板导柱、解锁结构以及楔紧结构组成;
1)楔紧结构
滑块插入时,顶板与滑块同步运动直至楔紧结构限位点后锁死顶板,使得它在压铸压射过程中不得后退
2)解锁结构
解锁结构在滑块抽出时跟随滑块同步移动;通过斜面将楔紧块弹开,使楔紧装置及时失效,如(图五);
3)顶板顶出结构
与滑块相连,顶板解锁后随滑块移动并推动顶板回退
2.2 机械楔紧式滑块反顶的工作原理
工作原理:在滑块开始抽出的一段距离内,顶针位置保持不动,这样产品脱离滑块时,顶针起顶出作用。
滑块抽插芯经历三个阶段。第一阶段:滑块插入到位,楔紧结构作用将顶针板固定;第二阶段:滑块抽出一段距离,但顶针板不动,将产品顶出;第三阶段由解锁结构将楔紧结构弹开,顶板顶出结构推动顶针板随同滑块抽到位;
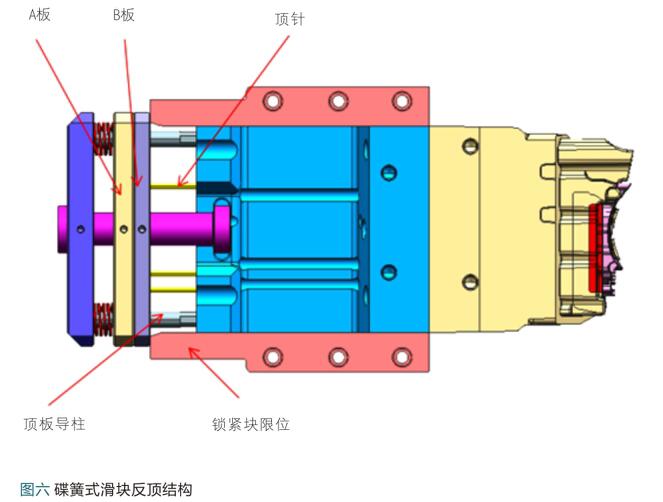
3. 碟簧式滑块反顶机构
机械楔紧式的反顶结构,在正常生产时故障率较高,最容易失效的就是楔紧结构,楔紧结构在长时间的生产条件下,弹簧疲劳,导致楔紧块无法固定顶板,从而导致反顶结构失效,需经常检查更换弹簧。 通过与模具供应商不断的探讨,后期模具对反顶结构做了改进,即设计为碟簧式滑块反顶结构。弹簧反顶的结构设计制造相对机械结构来说更为简单。(图六)
结构组成:滑块插入时碟簧压缩,在滑块抽出的一小段时间内,利用碟簧弹力的释放给顶板一个反作用力,从而实现反顶作用;
目前这种反顶结构已成功应用在我司的多套模具上,过程稳定,维护方便,拆模保养时更换新的碟簧即可。
4. 结语
滑块反顶结构适用于各种有复杂形状的滑块,只是结构或样式可能不同,需根据实际情况设计。滑块反顶的应用,杜绝了粘模并大大减少了毛坯变形。压铸模具的改进和标准化有助于工艺出品率的提高。压铸模具的改进工作需在连续的生产中不断摸索、试验。
















 25.77万
25.77万









































