文:建设摩托车股份有限公司 崔伟、万均、冉燕
摘 要:文章通过对压铸模与设备接口的联接改善,有效地降低了模具的更换时间,使压铸的生产效率得到较大提高。
关键词:模具定位 液压模码夹 内部作业 外部作业 标准化
铸造车间所使用的压铸模在生产过程中更换时间较长,为提高生产效率,需推行快速换模。快速换模的目的是在缩短换模作业时间,而其关键点又在于划定内部作业转换和外部作业转换,并将内部作业转换尽可能地变为外部作业转换,然后尽可能地缩短内、外部作业转换时间。内部作业是指只能在设备停止运行后方可进行的操作,外部作业是指那些能够在设备运行过程中进行的操作。
一、缩短“内部作业” 时间
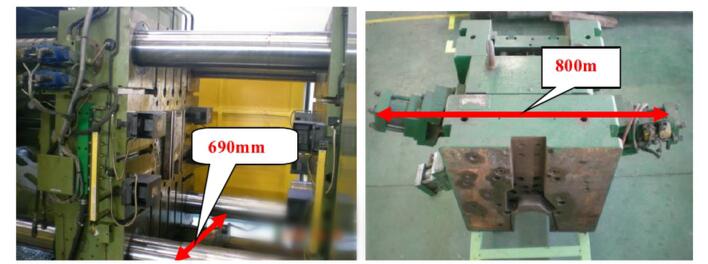
对铸造车间压铸模具的换模过程、模具的吊装和换模流程进行分析: 1、模具的吊装:模具抽芯油缸的间距 800mm大于哥林柱的间距 690mm,在模具的安装过程中不能直接吊装,需进行旋转调整或撤卸油缸后才能安装,所需时间较长。
若对设备进行改造后若哥林柱能自动抽取,此类模具可从操作侧直接安装,可缩短模具安装时间。
2、模具的定位
模具在设备内的定位原来是采用行车进行移动与压室进行连接,压室和模具间不具有导向性,模具定位安装的时间长达 10-15 分,现将模具的压室由普通压室改为骑跨式,压室采用骑跨式,在安装过程中具有导向性,模具定位安装的时间降低到 2-4 分钟。
3、减少螺纹联接
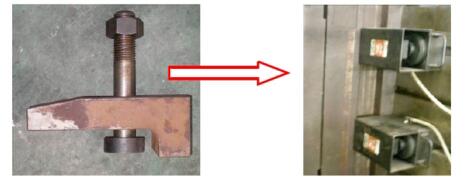
在换模过程中螺丝是最常见到被用来固定模具的方法。使用螺丝当然有其必要性,但是装卸螺丝的动作通常占去了很多的切换时间。因此,改善的最佳对策就是要消除使用螺丝的固定方式。
模具的压夹由螺钉的改进:模具的压夹由螺钉压板改为液压模码夹,模具的压夹时间由 30分钟缩短为 2 分钟。
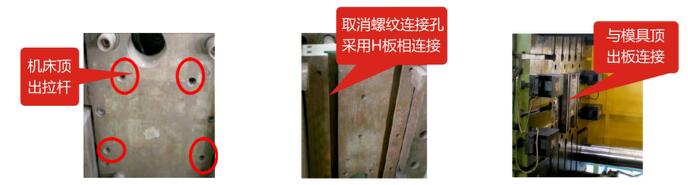
模具顶出板螺纹连接的改进:顶出采用H 结构连接后连接时间由30-40分钟缩短到3-5 分钟.从而缩短了换模时间。
二、缩短“外部作业”的动作时间
1、并行操作:所谓的平行作业就是指两个人以上共同从事切换动作,一个人慢条斯理地从事切换动作,需耗 1 小时左右才能完成。若能由两人共同作业,在40 分钟或 20 分钟就能完成。那么整个切换时间就由原先的 1 小时减为 20 分钟至 40 分钟之间。
2、快换接头的使用:模具的油管,抽芯线座及其它电器插件均采用快换插件,缩短管线的连接时间。
3、换模作业标准化:切换动作是因为产品不同而必须更换不同之模具或工作条件。因此也必须作调整的动作,设定标准。即在机器上已经设定好的标准,不要因为更换模具,而又变动。制定《换模作业标准书》,规范作业者在换模时的动作。
三、结论
通过对铸造车间压铸模结构的改善和换模作业的标准化,铸造车间压铸模的换模时间由改善前的 70-90 分钟降低到 30-40 分钟。



















 25.76万
25.76万









































