文:广东鸿图科技股份有限公司 赵卫红
摘 要以变速箱壳体压铸生产中的缺陷为研究对象,采用高真空压铸技术,改善了铸件的内部气孔状态和力学性能。对比发现,使用高真空压铸工艺后,压铸件的油道漏气率大幅降低,合格率达到97%,降低了成本。高真空压铸件的抗拉强度和伸长率分别比普通真空铸件提高了约17.4%和37.1%。
关键词 变速箱壳体;高真空压铸;气孔;力学性能
随着铸件的结构愈来愈复杂,产品质量要求也越来越高,传统的压铸工艺已经很难满足客户需求。高真空压铸技术是近年来在普通真空压铸基础上发展起来的,它不仅具有普通真空压铸的优点,而且排气能力更强,型腔内的真空度更高。生产的铸件,具有更高的韧性和强度,能够增强企业在高端压铸市场的核心竞争力。
本课题以某款变速箱壳体压铸件为研究对象,该铸件在用普通真空工艺生产时,易产生质量缺陷。对模具进行优化设计,采用高真空压铸工艺生产,从根本上解决了油道漏气问题,大大提升了压铸件合格率。
1、铸件特点及工艺分析
图1为汽车变速箱壳体的结构图。铸件毛坯质量为10.6kg,材质为
ADC12。轮廓尺寸为482mm×375mm×240 mm,最大壁厚为 35mm,最小壁厚 为 2.5mm;要求抗拉强度大于240 MPa,伸长率大于 1.5%;要求在0.3 MPa的压力下,泄漏量小于2mL/min。 该变速箱壳体结构中高压油道多且集中,而油道与油道之间的交叉位置壁薄,极 易发生油道间的相互窜漏现象。
2、铸件缺陷分析及模具设计
2.1 压铸件缺陷分析
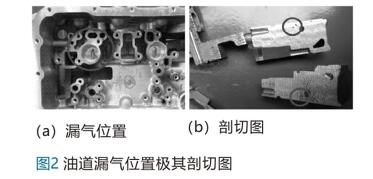
该变速箱壳体铸件前期采用普通真空压铸工艺,压铸件不良率高达25%。不良品主要缺陷为高压油道漏气。将漏气位置进行局部剖切后发现周围有明显气孔,见图2。经过多次工艺参数调试以及对模具的优化,缺陷的改善效果均不明显,最终确定采用高真空压铸 工艺。
2.2 高真空模具设计特点
传统的真空模具采用激冷排气块作为型腔与真空管道的连接通道,金属液在流入该排气块时阻力大,流速降低并迅速凝固堵住排气道以防止金属液进入真空
管道。激冷排气块结构中由于排气道截面积受限制,所以型腔中的真空度不高。
高真空压铸模具采用真空阀作为气体排出通道,排气面积大且型腔中真空度高。
真空阀主要分为机械阀和液压/气动阀。机械阀有着结构简单、控制系统成本低、
容易清理等优点,但是排气量不大,容易堵塞,阀体成本高。液压/气动阀具有排气面积大,不易堵塞等优点,但其对控制系统的要求很高。同时,高真空模具为了获得低于10kPa的高真空度,还必须要设计模具密封结构。模具大分型面的密封一般采用耐高温的密封胶条来实现,除此之外,模具抽芯结构、推杆系统以及模具与压室的配合位等也需设计密封结构。
在工艺优化设计中,模具排气结构采用了液压式真空阀。其工作原理是将压射冲头行走的距离,转换为真空通道关闭电磁阀的脉冲信号,依据冲头行进的距离开启和关闭真空通道。该过程的关键是要在金属液到达真空阀之前关闭阀芯,
防止金属液通过真空阀进入抽气管道形成堵塞。
2.3 高真空模具试模
经过高真空模具的设计及制造后,使用25000kN压铸机并配备真空机进行试模。试制工艺参数见表1。并针对不同的评价指标对两种工艺生产情况和铸件质量进行对比。高真空压铸件和普通真空压铸件分别见图3和图4。
3、试验结果与分析
3.1 铸件力学性能
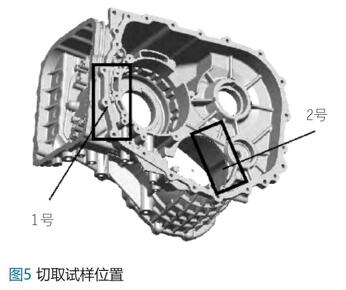
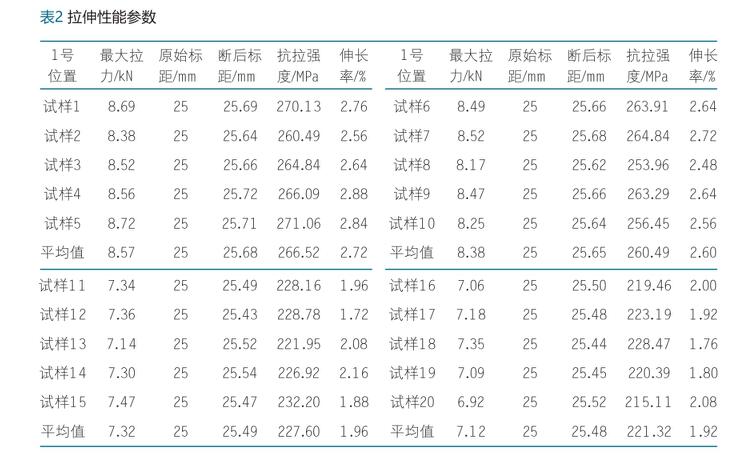
在两种不同工艺生产的铸件中各随机抽取5件,并在铸件的1号,2号位置取样,见图5。试样编号1~5是在图5中1号位置高真空压铸件取样,编号6~10为2号位置取样;编号1
1~15是普通真空铸件1号位置所取试样,编号16~20为对应铸件的2号位置所取试样。将这20个试样做拉伸试验,结果见表 2。结果表明,高真空铸件的平均抗拉强度和伸长率分别为263.51MPa和2.66%,普通真空铸件的平均抗拉强度和伸长率分别为224.46 MPa和1.94%,可见高真空铸件的抗拉强度和伸长率分别比普通真空铸件提高了约17.4%和37.1%。
3.2 铸件内部品质对比
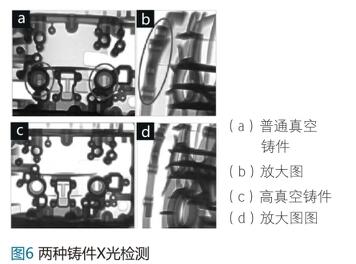
对高真空压铸工艺及普通真空压铸工艺生产的样件进行 X 光检测,见图6。从图6a可以看到,普通真空压铸件内部有密集性气孔,泄露风险大,严重影响铸件品质。从图6c可以看到,铸件同一部位几乎没有气孔缺陷,内部组织致密,铸件品质好。经过气密性测试,铸件的油道漏气率大幅降低,高真空压铸工艺生产的铸件合格率达到97%。
4、结语
通过对两种真空压铸工艺的试验结果进行对比发现,高真空压铸件的力学性能如抗拉强度和伸长率都得到了明显提升,油道漏气率大幅降低,成品率达到
97%,满足了客户要求。

















 27.93万
27.93万







































