文:奎克化学 (中国) 有限公司 高正宇
摘要:压铸件粘模缺陷直接影响着产品的外观和强度,尤其是有密封要求的铸件,粘模严重会导致局部泄漏,造成不必要的浪费。针对压铸件出现粘模的原因,从化学原理、模具结构、脱模剂成分、压铸工艺参数四个方面进行分析,并采取相应的措施,大幅降低了不良率。
关键词:压铸件;喷涂;工艺参数;脱模剂;TGA
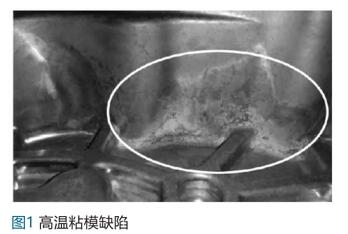
随着市场竞争的不断加大,很多主机厂商向零部件商提出了更高要求,不仅铸件结构强度上提高要求,而且在铸件表面质量也更加重视。铸件表面质量不仅影响零件外观,过多的表面缺陷更直接影响铸件气密问题 (图1)。在走访多家压铸厂时发现,许多厂商因铸件表面粘模而导致无法交货。例如:苏州一家生产汽车阀盖类产品的日企,客户要求整个铸件表面无黑斑,且不允许有轻微粘模;山东一家生产汽车变速器壳体等的德资企业,尽管铸件质量在10~15 kg,但局部粘模面积不允许超过20 mm×20 mm;广东一家做3C产品的薄壁压铸厂,要求整个铸件表面不允许有肉眼可见的粘模缺陷等。
1、 粘模缺陷成因
粘模现象由哪些因素导致的,铝液和铁模具是否产生一些物理和化学上的变化导致粘模,以下从金属界面反应、模具设计、脱模剂的影响以及设备和工艺参数方面分析缺陷成因。
1.1 界面反应
界面反应是根据两相之间接触表面的特性及表面上的各种化学物质种类、含量,存在状态及性质,且在一定的条件下发生的各种化学反应。粘模是通过化学反应和机械粘接造成的,由于铝合金对铁有很强的亲和力,铝液在和模具接触时,会产生一种铝合金和模具材料的化合物,导致模具和合金紧紧包在一起。铝液或模具温度越高,原子的热振动就越激烈,原子被激活而进行迁移的几率就越大,
铝液对模具的腐蚀变得越来越大,最终在模具表面形成了粘模区。出现粘模后,工人用打磨工具清理,这样模具上的氮化层极易遭到破坏,模具腐蚀更快,粘
模现象更为激烈。有资料显示,若铝合金铁含量越低,金属液与型腔的亲和力越大,化学粘模现象越明显。有些公司为了提高模具表面耐腐蚀性,防止粘模,在
模具上镀上一些稀有金属,如钼合金、钨合金、钛合金或者非金属的特种氮化物等。
1.2 模具设计
1.2.1 外部结构引起粘模
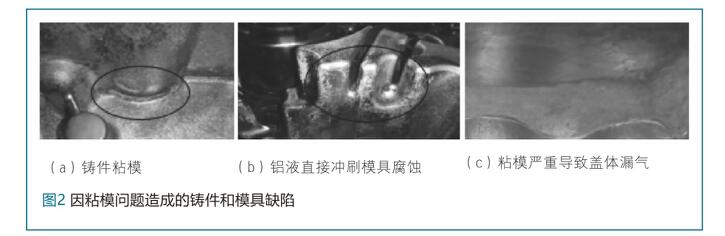
铸件粘模大多是由于模具结构设计不合理或后续处理不当造成的。模具表面渗氮或碳氮共渗热处理目的是获得更高的表面硬度和耐磨性,氮化后的表面硬度可达HV 950~1200,它的高硬度和高耐磨性可保持到560~600 ℃而不降低,其表面形成致密氧化膜,具有良好的抗腐蚀性能。如果热处理不充分导致氮化层过薄或不均,或人为打磨原因,导致氮化层破坏,造成型壁表面粗糙;若模具拔模斜度过小,型芯或者型壁出现反斜度现象;若浇注系统设计不合理,铝液直接冲刷型壁或者型芯,如图2所示。
1.2.2 内部结构引起的粘模
由于模具设计过程中冷却水道有盲区,模具局部过厚,因通常自来水压力(≤4 bar)无法冷却25 mm以上的模具壁厚,因此模具会出现局部高温,易发生粘模。高温铝液对浇口的冲刷最严重,该处若得不到及时冷却,很容易造成分流锥或浇口附近本体腐蚀,造成严重粘模,图3所示。
1.3 脱模剂的作用
脱模剂与模具直接接触,它在金属液和模具之间形成一层致密的隔离层,保证金属液冷却后能顺利脱模。脱模剂一般由水、蜡、矿物油、酯、硅油以及一些表面活性剂组成,其中水主要起到冷却模具和载体作用;蜡可以作为载体并将脱模剂有效成分铺展在模具上,减小浸润角,降低Leidenfrost效应(液体不会润湿炙热的表面,而仅仅在其上形成一个蒸汽层的现象),并且保证各组成分之间有一定的粘度结合;硅油在脱模剂里面起到至关重要作用,主要的润滑性来自它,不同质量的硅油对铸件脱模起到的作用区别较大;表面活性剂则保证各种成分的均匀混合,起到乳化作用,用以降低液体的表面张力,增加乳液的乳化效果;乳化剂对水基脱模剂体系的稳定至关重要,有乳化、分散、增湿及增溶等功能,在搅拌的作用下,可将有机溶剂以极细致的颗粒状均匀分散,并悬浮在连续的水相中,形成水包油O/W型稳定的乳液。脱模剂的基本组成如图4所示。
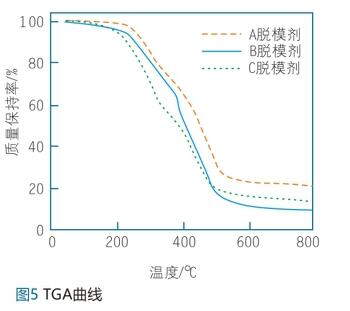
在液相变成固相的过程中,在层界面会产生一系列的物理和化学反应,若要降低铸件粘模缺陷,在其他工艺条件都一致的前提下,脱模剂质量好坏就显得尤为重要。热重分析(Thermogravimetric Analysis, TG 或TGA) 是指在程序控制温度下测量待测样品的质量与温度变化关系的一种热分析技术,用来研究材料的热稳定性和组分。图5是三种脱模剂在随着温度上升过程中,残留在模具表面的有效成分逐渐减少的曲线,这是通过热重分析法得出的曲线图。
由图5可知,当温度在200~400 ℃时,随着温度的升高,曲线斜率增大,这时候脱模剂成分损失最严重;随着温度继续升高,曲线区域缓慢降低,这段区间正是模具和金属液进行热交换区间。从图5还可以看出,脱模剂耐高温性依次为点A脱模剂、B脱模剂、C脱模剂,说明A脱模剂性能最好。TGA曲线图充分说明模温最佳温度范围是200~300 ℃,既保证金属液有较好的流动性,又充分发挥了脱模剂的润滑性能。
优质的脱模剂需要保证:①水基溶液里的稀释剂能很快地挥发掉,不增加型腔内气体;②与模具亲和力强,并不产生堆积,保证涂覆均匀;③对模具及铸件不产生腐蚀作用;④破乳效果良好,COD排放值低,降低环境污染源。
1.4 压铸设备及工艺参数
高速压射可以提高铸件充型能力,甚至有时候还能打散一些聚集性气孔缺陷,能解决一些缺陷问题。高压压力也一样,能使铸件致密度高,表面质量良好,而且气孔或缩孔缺陷可以因为高压而缩小直径至工艺要求范围,但往往带来更多不利缺陷,飞边是最明显的一类缺陷,如图6所示,这样的飞边往往不仅造成铸件清理困难,衍生出铸件表面分层,造成加工掉肉,铸件尺寸超出规定范围,模具滑块进铝导致清理困难等问题,同时加剧了金属液与模具的结合力,加大了粘模损害,缩短了模具和压铸机的寿命。
2 、粘模的解决办法
2.1 合理降低模具温度
从粘模成因可以看出,温度越高,铝液和模具亲和力越强,粘模现象越明显。图7是红外测温仪对某缸体模具开模检测的温度场,图标识的5个点温度较高,对应的粘模程度也较严重,而且从sp1~sp5点的温度由高到低,粘模程度也对应降低,这五个点模具壁较厚,水冷效果相对较差。图8是sp1温度最高点对应的铸件粘模程度,通过调整喷涂位置及喷涂时间后,粘模现象降低了很多。
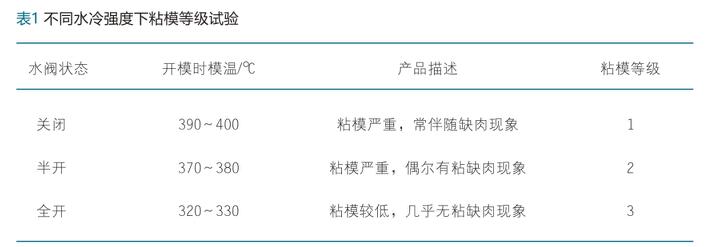
笔者 在模具较冷时做过试验,统一喷涂、工艺参数不变前提下,将浇口附近易粘模位置对应的水阀采取关闭、半开、全开3种状态各生产50件进行试验,粘模情况见表1。
表1 不同水冷强度下粘模等级试验试验中发现,模具正常生产后,温度很快就达到200 ℃以上。因此,不必担心模具温度过低导致脱模剂涂覆性能,可尽量开启冷却水管,降低模具温度,
进而降低铝-铁界面反应和提高脱模剂附着力。
2.2 脱模剂的选取和喷涂方式
脱模剂在金属液和模具之间产生一层隔膜,这层隔膜的性能 (铺展性、润滑性、耐高温性) 直接决定铸件粘模程度。良好的脱模剂不仅有较好的脱模作用,而且还能在模具上形成一层保护层,长期生产后浸渗模具表面,降低金属液的浸蚀。因此在选择脱模剂时,尽量选取知名公司产品,既可以保证脱模剂成分的稳定性,也可以起到保护模具的作用。对于表面质量要求相对较高的3C产品,如手机壳或灯罩类,一旦劣质脱模剂喷涂后,模具表面短期内就能形成一成腐蚀斑点,大大降低模具表面质量。
喷涂方式对解决产品粘模也非常重要。有些厂家为了提高生产周期,在模具开模取件后即进行喷涂,而且雾化量很大,这是不正确的。因此时模具温度很高 (350 ℃以上),当传热面温度超过Leidenfrost温度(液滴沸腾曲线中最小热通量所对应的壁温) 后固液完全不能直接接触,固液间形成蒸汽膜,换热系数较核沸腾时大为降低。这样其实浪费了大量的脱模剂,因为这样的温度并不利于脱模剂的铺展,更多的用脱模剂去降温。待模具温度降低至200~250 ℃时,大量的脱模剂有效成分才能涂覆在模具表面。在合适模温下,脱模剂最好的喷涂方式就是以最佳的雾化方式反复喷涂,这样保证脱模剂有充分的时间附着模具表面。过多或过量的喷涂并不能有效地将脱模剂涂覆在模具表面,相反前面未附牢固的成分会被后面的喷涂冲刷掉。
脱模剂的稀释和喷涂量应适量,如果脱模剂用水稀释过高或喷涂量过少,容易产生较薄皮膜及局部油膜断裂,压铸件出现拉伤、粘模等现象。
2.3 降低铸造速度和压力
为了使铸件达到光洁的表面和良好的内部质量,不少厂家常使用高速、高压生产铸件,尤其是在出现缩孔和气孔缺陷的时候。铸件的缩孔、气孔等缺陷不一定只有增加压力或速度才能解决,一味的加大压力不仅会增加粘模几率,而且将大大降低模具和设备寿命。出现缩孔时,要多方面查找原因,是否是铸造压力不够造成的,检查氮气瓶压力表是否合适,铝液光谱和密度当量是否在工艺要求范围等。
2.4 模具的维护保养
对已氮化过的模具,抛光要慎重,防止破坏表面的氮化层,防止越抛光越粘模的情况发生。对于内浇道冲击部位或型芯,可以使用碳化钨棒涂覆机,对模具表面以电火花型冶金方式喷涂碳化钨微颗粒层,金属钨微粒与基体金属结合不会脱落,能提高模具表面的抗粘模性。例如,压铸模具表面层内沉积2~4 μm厚的涂层,其硬度可达HV 4 000~4 500,使用温度可达800 ℃。
3、 结束语
粘模对生产和质量都有着很大的影响,合理的浇道设计,保证产品质量前提下尽量低模温 (模温也不能太低,否则会增大抱紧力和出现产品冷隔缺陷)、低铝温、低高速、低高压生产。局部粘模需要铝抛光磨头打磨或硬度较低的金属铲除,防止模具氮化层破坏。选择良好的脱模剂,性能和合理的喷涂工艺等才能保证质量。




















 25.75万
25.75万









































