上海皮尔博格有色零部件公司 赵海峰
摘要 表面粘铝是压铸模型芯常见的失效方式。采用OM、SEM、XRD 等手段对不同寿命型芯的表面与截面的形貌、组织、微区成分以及物相进行了分析。研究表明,当型芯表面PVD涂层存在缺陷时,铝合金液将较早地突破PVD 涂层的防护直接侵蚀型芯基体,生成Fe-Al-Si 中间相而引起铝的粘着。当表面PVD 涂层均匀而完整并与基体结合良好时,型芯服役寿命较长。因此,PVD 涂层质量是影响型芯抵抗铝合金液侵蚀和粘着的关键因素。
关键词 粘铝 压铸型芯 PVD涂层 侵蚀
压力铸造是汽车发动机铝合金缸体的主要生产方法,压铸模具质量是决定缸体质量的重要因素。提高压铸模质量和寿命对于降低企业的生产成本、提高经济效益至关重要。型芯是铝合金压铸模具系统中的重要组件,其失效形式有热疲劳、铝合金粘着、开裂、变形等。其中,铝液粘着是型芯失效的常见形式,当型芯使用到一定模次后,铝合金会粘着于型芯表面,压铸件尺寸精度因此受到影响; 当型芯表面粘铝较多时,导致脱模困难,内孔表面质量降低,影响正常生产。为了减缓粘铝,可以在铝合金液中加入Si 元素,并在浇铸时适当降低铝合金液的温度。另一方面,对型芯表面进行PVD、CVD 等工艺处理,使型芯表面形成一层致密稳定的高硬度薄膜涂层,可提高型芯表面的抗粘着性能、抗氧化性能以及耐磨性能。目前,对压铸模型芯进行渗氮+ Cr( Al) N 涂层的复合表面处理在铝合金压铸中得到了广泛应用。
生产某型号发动机缸体所使用的型芯寿命一般为1万模次左右。但部分批次的型芯使用寿命普遍较短,在2 ~ 4千模次后就发生严重粘铝而早期失效。本文将对比分析早期失效型芯和长寿命型芯的组织和形貌特征,研究铝压铸型芯粘铝失效的行为与特点,探究其失效机制,以期改善型芯制造加工工艺、提高其使用寿命。
1、 试验材料和方法
1. 1 型芯的制造与服役条件
某型号型芯采用H13钢( 化学成分如表1 所示) 制造,其加工工艺流程为: 棒料→粗加工→真空淬火-回火→精加工→渗氮→喷砂→PVD 涂覆。
该铝合金压铸模服役条件较为苛刻,压铸AlSi9Cu3Fe铝合金发动机缸体时,铝合金液的铸造温度约670℃,注射速度约60m/s,喷涂模具-合模-浇注-压射-凝固-开模-推出-取出铸件整个压铸周期约为2min。压铸过程中,型芯周期性地受到铝合金液的高速冲刷,并且在开模时与铝合金铸件发生相对滑动。反复循环工作一定模次后,型芯表面局部会有铝合金粘着,尤其在正对浇口位置处铝合金粘着更为严重,当铝粘着严重而影响到压铸件表面质量或者影响压铸正常进行时,型芯判定为失效。
1. 2 分析与检测
选取不同寿命粘铝型芯进行分析,所取试样表面均经过CrAlN涂层涂覆。取样于各型芯典型的粘铝部位,采用VHX600超景深显微镜进行表面形貌观察。本文以服役2899模次、5 799模次、11579模次后粘铝失效的型芯为例进行分析。为研究型芯从开始工作到粘铝失效过程表面涂层的变化情况,采用饱和NaOH 溶液清洗去除5799模次型芯表面粘着的铝合金,在超景深显微镜及SUPRA 40型扫描电镜下进行表面形貌观察和局部微区成分分析。同时,采用光学显微镜、扫描电镜对型芯粘铝部位的横截面进行观察与分析。并用Dax-2550型X射线衍射仪对型芯表面粘铝部位进行物相分析。
2、 试验结果与分析
2. 1 表面分析
2. 1. 1 粘铝表面形貌
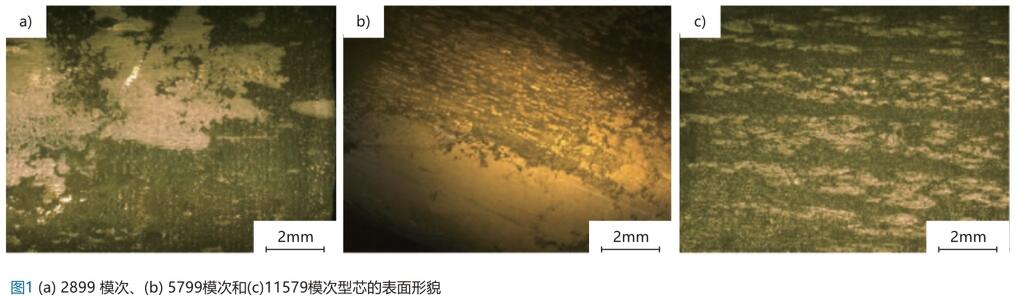
实际生产过程中,型芯服役到一定寿命发生粘铝失效。服役寿命不同,型芯表面铝合金粘着程度和形式不同。观察众多粘铝型芯发现,铝合金液粘着形式有两种,一是呈片状连续粘着,另一种是分散不连续粘着。短寿命型芯表面铝合金液通常呈大块片状粘附,如图1( a) 所示。对于中长寿命型芯而言,其表面既有片状粘着又有分散不连续粘着,如图1( b) 所示。11579 模次型芯属于长寿命型芯,其表面铝合金液以分散不连续粘着为主,如图1( c) 所示。
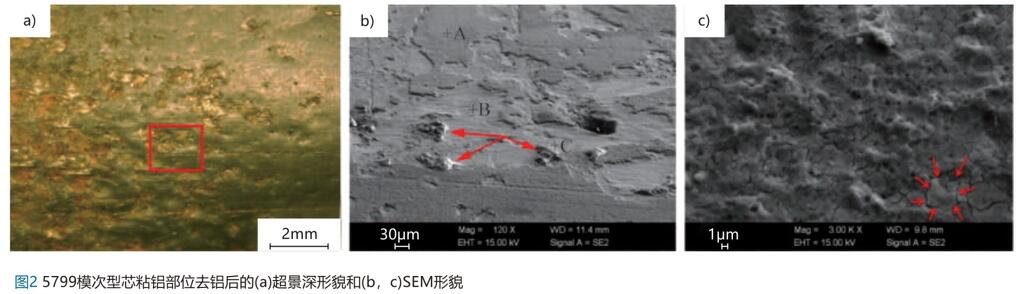
图2为5799 模次型芯粘铝部位去铝后的形貌,观察发现,去铝后型芯表面已经严重凹凸不平,并且在凹坑区域发生了氧化,见图2( a) 。利用SEM 观察图2( a) 标记区域处形貌,发现表面部分区域出现剥落现象,并在剥落区域发现凸起物,图2( b) 箭头标记处。另外在高倍下观察涂层完整区形貌,可发现涂层表面存在大小不等的孔洞,这是多弧离子镀技术制备薄膜的缺点之一。另外,型芯表面局部存在呈环状分布的微小裂纹,见图2( c) 箭头标记处。
选取图2( b) 中典型的3 个位置A、B、C 进行点扫描分析,结果列于表2,可见不同位置处成分差异很大。A 处涂层完整,主要成分为Cr、Al、N;B 处主要成分为Fe、O、Cr、Si、V,未发现有Al、N元素,此处铝合金液已完全去除,PVD 涂层完全脱落,基体裸露; C 处为表面凸起物,其主要成分为Fe、O,还有少量的Al 和Cr。
2. 2 截面分析
2. 2. 1 截面金相
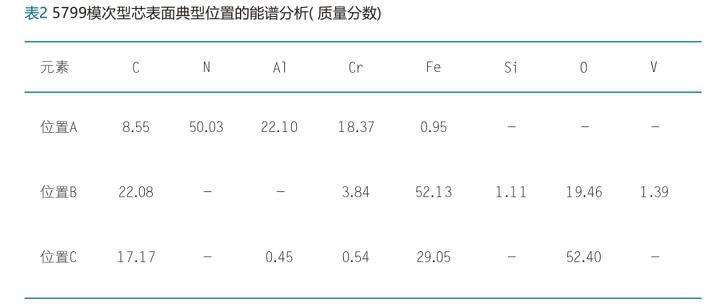
图3 为几种典型的横截面粘铝形貌图,其中图3( a,b) 为2 899 模次型芯粘铝部位的截面图,图3( c,d) 为11 579 模次型芯粘铝部位的截面图。观察发现,不同寿命型芯的PVD 涂层都存在一定程度的缺陷( 孔洞、剥落等) ,见图3( a,c) 标记处,铝合金液嵌入或直接粘附在基体上。短寿命型芯上铝合金液粘着较多,大片粘铝部位涂层依旧完整,并且与涂层直接接触的物质有别于铝合金组织,呈灰色颗粒状堆积在涂层表面,如图3( b) 所示。观察长寿命11 579 模次型芯发现,在铝合金液的反复冲刷下,部分区域涂层已完全剥落,铝合金液与基体直接粘附,见图3( c) ,并且未粘着部位涂层较为完整,但部分出现剥落减薄现象,见图3( d) 。
2.2.2 EDS 能谱分析
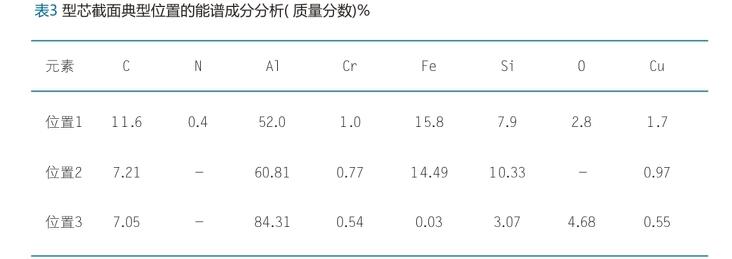
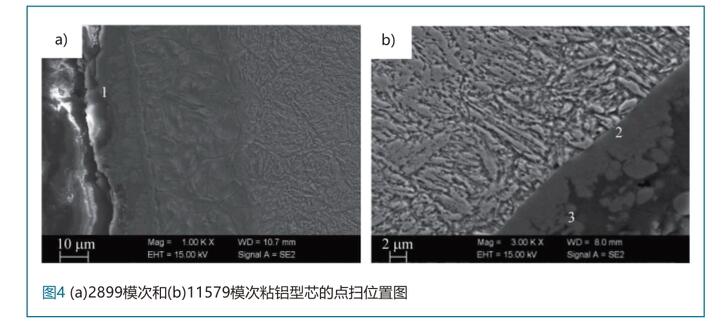
借用EDS 对2 899 及11 579 模次型芯横截面不同位置进行能谱分析,选取3 个特征位置进行说明,点扫位置见图4,元素分布结果列于表3。
图4( a) 为2899模次型芯粘铝部位SEM图,此位置涂层完整,但铝合金液粘着较多,且由两种不同颜色的相层组成,紧靠涂层的相层颜色较浅,经EDS能谱分析1点位置可知,此物质主要元素组成为Fe、Al、Si。图4( b) 为长寿命型芯涂层剥落区域截面形貌,此处铝合金液直接与基体粘附,基体同样由两种不同颜色的相层组成,紧靠涂层的相层颜色较浅。经EDS 能谱分析2、3点位置可知,2点浅色物质主要元素组成为Fe、Al、Si,3 点元素组成为铝合金液成分构成元素: Fe、Al、Si、Cu。由此可见,在铝合金粘着区域,无论是涂层完整还是剥落,紧靠涂层或是基体的物质主要元素组成相同,即为Fe-Al-Si 相。
2. 3 XRD 物相分析
图5 为不同模次型芯表面的XRD 图谱,其中11579 模次及2899 模次型芯扫描区域为粘铝部位,5799 模次型芯扫描位置为去铝后表面,另选取未工作型芯作为对比。分析可知: 未工作型芯和清洗后的5799 模次型芯的XRD峰基本一致,衍射峰为CrN、AlN 以及基体Fe峰。2899 模次和11579模次的粘铝型芯的XRD峰基本一致,为CrN、AlN、Fe、以及Al 峰,并且由图中可看出,2899 模次和11579模次型芯均出现了Al15Fe6Si5峰,结合EDS能谱分析可知,此物质为铝合金液与基体反应的产物。
3、 分析与讨论
压铸生产过程中,型芯受到熔融铝合金液的高速、高压冲刷,反复循环工作后,铝合金液会成片或者零散地附着于型芯正对浇口位置,其中短寿命型芯表面以片状粘铝为主,长寿命型芯上铝合金液粘着较为分散。型芯均经过渗氮加CrAlN涂层复合处理,生产过程中,型芯服役寿命不一,有的型芯仅使用较低模次( 0 ~ 4000 模次) 就出现粘铝失效,部分型芯寿命较长,高达1 万模次以上。对比长寿命与短寿命型芯发现,其表面粘铝部位XRD物相的峰基本一致,为CrN、AlN、Fe、Al 以及Al15Fe6Si5的峰。短寿命型芯较早地出现大片粘着,部分铝合金液粘着在涂层的孔洞及剥落处,但大部分粘着区域涂层依旧完整。受铝液反复冲刷后,短寿命型芯涂层较早出现剥离脱落,其涂层缺陷( 孔洞、不连续) 较长寿命型芯多,此时铝合金液易通过这些缺陷渗透到基体,与基体发生反应生成Fe-Al-Si化合物,在铝合金液冲刷作用下,生成物随着铝合金液流动发生转移,后冷却附着在涂层表面。如此周而复始,反应产物富集越来越多,较多的生成物易使铝液堆积,导致在涂层完整区域处粘着大块铝合金。中长寿命粘铝型芯( 5799模次) 去铝后表面凹凸不平,涂层呈片状剥落较多,并且在涂层完整区发现有呈环状分布的微小裂纹。这是由于型芯工作时,经受周期性的加热与冷却,表面出现热疲劳龟裂,裂纹呈环状分布,在反复铝合金液冲击作用下,铝合金液通过缝隙渗入到基体中,与基体发生反应,由于该反应在涂层内部与基体进行,较硬的Fe-Si-Al化合物在铝液的冲刷下,连带着涂层一起被冲刷掉,此时基体裸露,直接与铝合金液发生反应,如此周而复始,粘着逐渐加深。长寿命型芯粘着机制与中长寿命粘铝型芯类似,只不过长寿命型芯涂层质量较好,发生热疲劳以及涂层剥落现象推迟。因此,表面涂层的质量是型芯使用寿命的一个关键因素。
4 、结论
( 1) 型芯粘铝的根本原因是熔融铝液对铁有很高的亲和性,铝液直接与基体发生铁铝反应生成Fe-Al-Si化合物,在高温、高压、高速铝合金液冲刷作用下,生成物发生转移,冷却后附着在涂层表面。如此周而复始,反应产物富集越来越多,较多的生成物易使铝液堆积,导致在涂层完整区域处粘着了大块铝合金,当铝粘着严重而影响到压铸件表面质量或者影响压铸正常进行时,型芯被判定为失效。
( 2) 当型芯表面PVD涂层存在孔洞、裂纹、厚薄不均等缺陷,或涂层局部与基体结合薄弱,铝液将较早地突破PVD涂层的防护而直接侵蚀到型芯基体,生成Fe-Al-Si 间相而引起铝的粘着。当表面PVD涂层均匀而完整、并与基体结合良好
时,型芯使用寿命较长; 由于周期性冷热循环冲击作用,PVD涂层长时间服役后局部发生热疲劳龟裂,铝液侵蚀到型芯基体,最终同样导致粘铝失效。因此PVD涂层质量是影响型芯抵抗铝合金液侵蚀和粘着的关键因素。


















 25.76万
25.76万








































