














文:权仁泽
摘要:利用常规气体氮化方法氮化处理的铝合金压铸模具浇口套使用寿命过低,通过分析认为过氮化层中化合物层、脉状组织是降低使用寿命的主要原因。
关键词:氮化;化合物层;脉状组织;氮化层质量控制
铝合金熔融温度为580-740℃,铝合金压铸模具除了承受这种高温冲击外,还要承受注入型腔内的压力冲击,随之带来的与熔融铝合金接触部位的热冲蚀、热磨损,还有模具本身冷却带来的冷热疲劳,使模具工作环境恶劣、工作条件苛刻。铝合金压铸模具的试验寿命比较低,40000-100000模次,主要失效形式为热疲劳,占60%-80%。
铝合金压铸模具的这种苛刻工作条件,要求具有耐热疲劳、耐热磨、耐腐蚀、耐冲击等性能。为了解决这个问题人们提出了很多表面处理技术,其中表面氮化处理比较多,也提高了使用寿命。但是,至今还没看到利用控制氮化质量提高使用寿命,只是提到氮化层中的化合物层、脉状组织影响使用寿命。通过分析明确了氮化层中化合物层和脉状组织是产生浇口套早期失效的主要原因,控制并保证合理的氮化层质量能够提高铝合金压铸模具的使用寿命。
1、取样
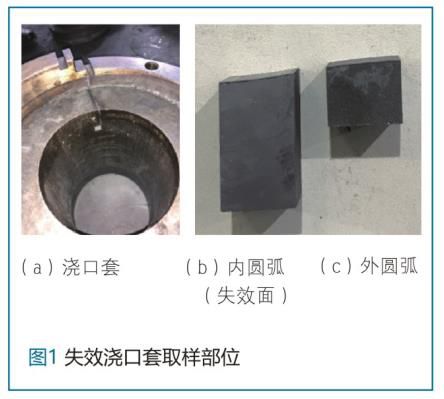
利用常规气体氮化方法处理的铝合金压铸模具浇口套使用寿命过低,需要分析氮化质量对使用寿命的影响,为此取了原始氮化层状态和失效后氮化层状态,进行了对比分析。如图1所示,从壁厚45mm圆通状浇口套取原始氮化层状态的外圆弧和失效后氮化层状态的内圆弧,以便对比分析两种氮化层状态。
2、分析结果
(1)失效内圆弧宏观状态
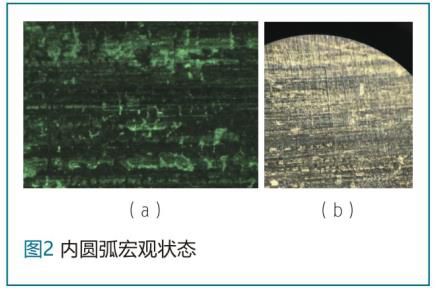
利用体式显微镜观察到的内圆弧宏观状态如图2所示,浇口套内壁面产生了严重的微裂纹和掉块。
( 2 ) 原始氮化层和失效氮化层状态如图3、图4所示,浇口套非工作面外圆弧原始氮化层比较厚(见图3a)、化合物层(白亮层)达到10-12μm(见图3b)、扩散层中脉状组织密集、氮化层中高硬度区达到150μm左右(见图4)。


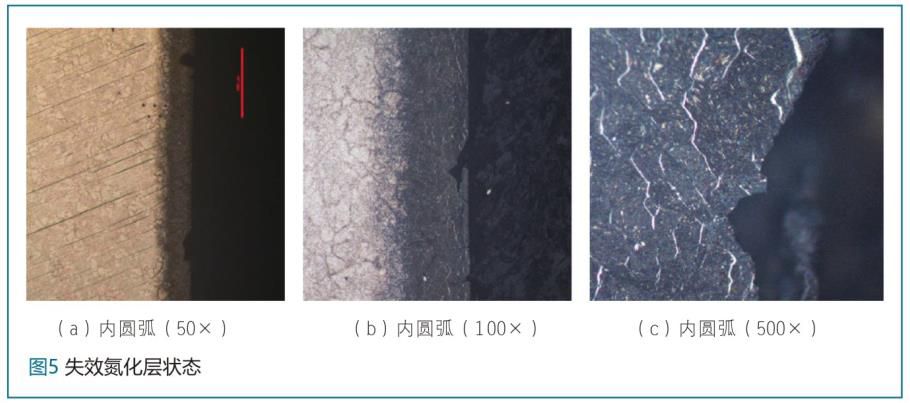
如图5所示,浇口套工作面内圆弧失效氮化层中已经看不到化合物层(见图5a)、低倍氮化层中看到相对密集的掉块(见图5b)、高倍氮化层中看到沿晶界脆断掉块痕迹(见图5c)。
3、分析与讨论
非工作面外圆弧氮化状态反映该零部件的原始氮化状态,氮化层中化合物层比较厚、脉状组织比较密集、硬度梯度不平缓,说明原始氮化处于过氮化状态。化合物层是又硬又脆的组织,与其他部位膨胀系数差距比较大,受到外力冲击和冷热冲击时容易破裂,工作面内圆弧失效氮化层中化合物层受到铝合金熔液注入冲击和模具工作冷热冲击而破裂掉块,已经看不到化合物层。扩散层中的脉状组织多沿低能量晶界析出,使晶界脆弱,是氮化层中“微裂纹”,受到铝合金注入冲击容易破裂掉块。脉状组织形成网状时,更容易出现破裂掉块现象。氮化工件尖角部位容易出现过氮化网状脉状组织,经常出现自动破裂掉块现象。氮化层高硬度区过厚,即氮化层硬度梯度不平缓时,容易造成应力集中,韧性降低,脆性加大,助长氮化层破裂掉块。氮化层质量没能达到良好控制,出现化合物层过厚、脉状组织过密、氮化层硬度梯度不平缓是浇口套发生早期失效的主要原因。
4、氮化层质量控制
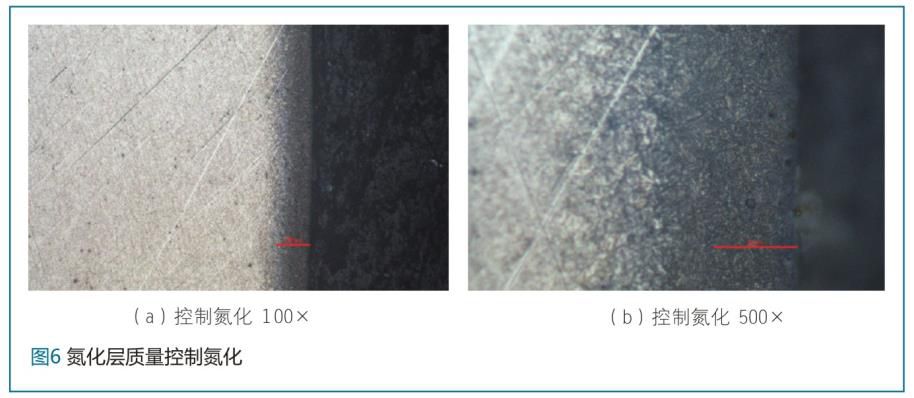
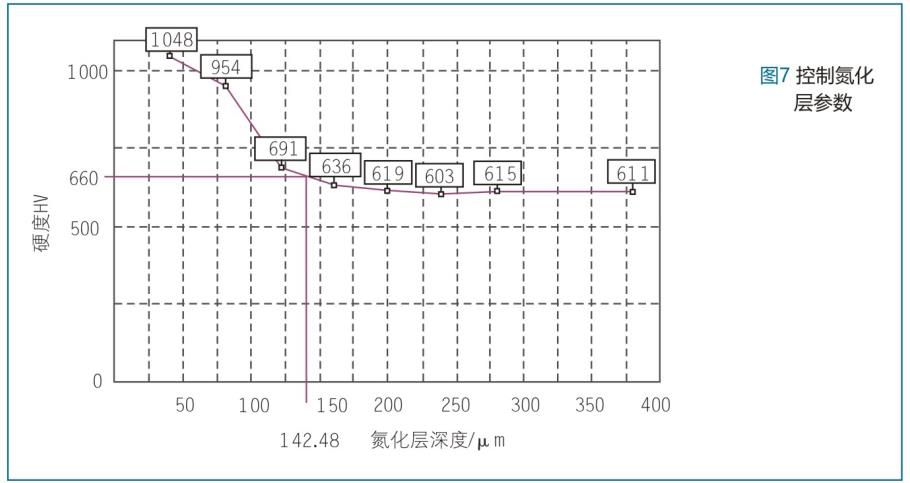
通过大量快速热锻机模具早期失效原因分析发现,化合物层和脉状组织的脱落、氮化层硬度梯度不合理是主要失效原因,和铝合金压铸模具失效过程基本一样。我们改进快速热锻机模具氮化层质量后,明显提高了使用寿命,图6、图7为氮化层质量控制氮化效果。我们利用现生产氮化炉,适当改进浇口套氮化层质量后,明显提高了使用寿命,保证了浇口套现生产顺利进行。
5、结语
(1)过厚的化合物层、密集的脉状组织、不合理的氮化层硬度梯度是浇口套早期失效的主要原因。
(2)氮化层质量控制是提高各种热作模具使用寿命的重要途径。

 24.98万
24.98万

 25.22万
25.22万
 9567
9567
 1.76万
1.76万
 1.39万
1.39万
 1.1万
1.1万
 1.44万
1.44万
 1.49万
1.49万
 1.43万
1.43万
 1.91万
1.91万
 1.61万
1.61万
 1.02万
1.02万
 1.3万
1.3万
 1.39万
1.39万
 7480
7480
 1.18万
1.18万
 1.21万
1.21万
 1.31万
1.31万
 7684
7684
 6714
6714
 409
409
 26
26
 24
24

















