














文:Gabriele Taricco, CM Taricco;
Stefano Mascetti, XC Engineering
一、前言
模具设计是一个相当复杂的工作,因为在设计时必须同时考虑金属液的流动以及金属凝固顺序。除此之外,模具因为温度热传造成的应力变形也可能导致其他问题的发生。CM Taricco 是意大利的一家模具制造商,在开发新型模具时发现在每次铸造时,模具底部会发生金属液渗漏问题。在模具开始生产时,这个现象仅少数发生;随着生产模次增加,这个现象会越来越严重。一旦发生问题,生产人员就必须立刻进行问题排除,因为这会造成生产时间无法预期,并增加铸件成本。

图1.原始重力铸造模具底部的金属液渗漏现象
二、研究问题发生原因
由于这套重力铸造模具在初始开发时,就已经进行浇铸系统及渣包位置的评估及数值模拟,因此判定问题应该不是由金属液的流动造成。Gabriele Taricco (CM Taricco 公司创办人) 提出疑问,认为渗漏问题可能来自于铸造过程中的热应力。由于进行模具设计时未同时评估模具冷却路径,导致模具发生严重的积热。而这个问题造成模具底部发生不可预期的严重变形,导致金属液从该处发生渗漏。为了确认此现象是否真实发生,该公司采用 FLOW-3D 进行数值模拟,希望能够确认是否这个问题能够在仿真工艺中重现,进而从模具设计上解决这个问题。

图2-1.金属液发生渗漏的位置
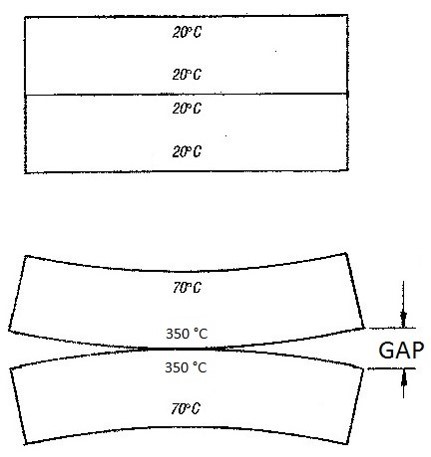
图2-2.在模具不均匀温度分布下,可能造成模具之间发生间隙
三、数值设定与问题判定
利用 FLOW-3D,整个数值模型可在短时间内完成设定并且进行计算。FLOW-3D 对于网格简单且高效能的处理能够让数值网格减少,并且提高执行效率。与一般软件传统网格设定方式相比较,FLOW-3D 能够在较短的运行时间内提供高精度的分析结果。
在此分析案例中,考虑到分模面位置的设计,所采用的第一个技巧是在分割网格前进行了图面旋转,这样能够将网格尽量控制在铸件位置,即便是铸件上有较细小的细节特征,FLOW-3D 仍然能够完整的描述。
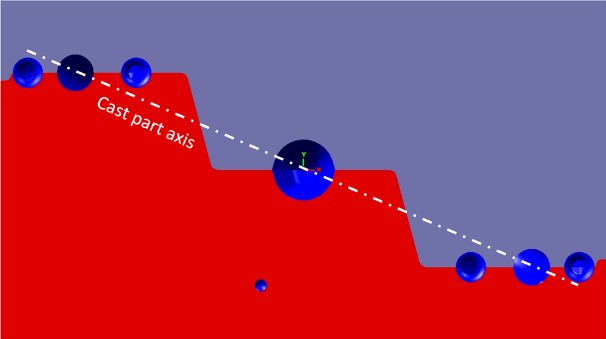
图3-1.根据分模面位置,将模具图面进行旋转
第二个技巧是为内腔(薄壁)使用新的随形网格,同时为整个区域保留传统的较大网格块。随形网格适合开放体积,仅限于填充间隙很小的型腔。
模具和型芯的全局视图及其与网格块的对齐方式
另外,为了减少网格计算数量,在模具图面旋转20度后,再利用 FLOW-3D 的 “domain removing” 组件移除不需要进行计算的网格区域。
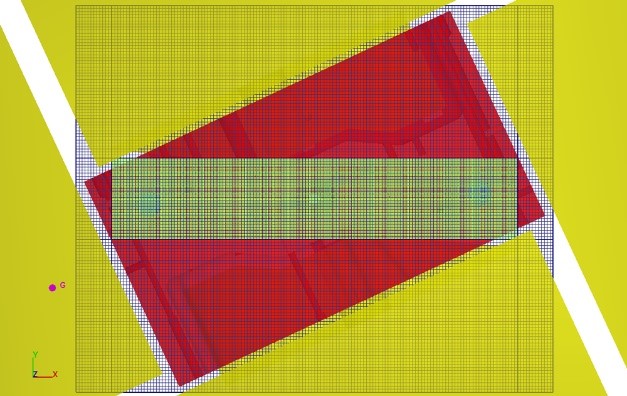
图3-2.利用FLOW-3D的Domain removing 技术大幅减少计算所需的数值网格
其余的设置遵循传统的方案,利用软件的大多数推荐默认值。由于这些特性和 FlOW-3D 中新的区域分解特性,可以将原计划的900万个网格减少到流体网格区域仅184万个网格,固体网格区域仅243万个网格。
利用上述网格设定技巧,成功的将分析网格减少了约80%的数量,这能够大幅缩短所需的计算时间。
四、成形分析
填充模拟后,为保证良好的充型,将模拟的重点转向热模循环分析。在这种情况下,设置快速而简单,只需要1小时就可以在一台普通台式机(i7 5930K,商业价值1500美元)上复制10个生产周期。结果证实了CM的最初假设:通过观察温度场,从不同的角度和单图像中的横截面,利用FlowSight,可以清楚地看到模具的温度分布很容易导致预期的变形和金属液渗漏。
模具热循环过程中的模具温度模拟
利用 FLOW-3D 的模具热循环分析技术,能够完整地模拟模具在经历充型、凝固冷却后,因为热量累积造成的模具温度分布。在初始设定时,预设模具经历十次开关模具的生产工艺。利用FLOW-3D的后处理模块 FlowSight 进行分析结果输出,CM Taricco 确认在模具底部确实发生了温度不均匀分布造成的积热现象。而这些区域应该就是造成渗漏问题的主要位置。
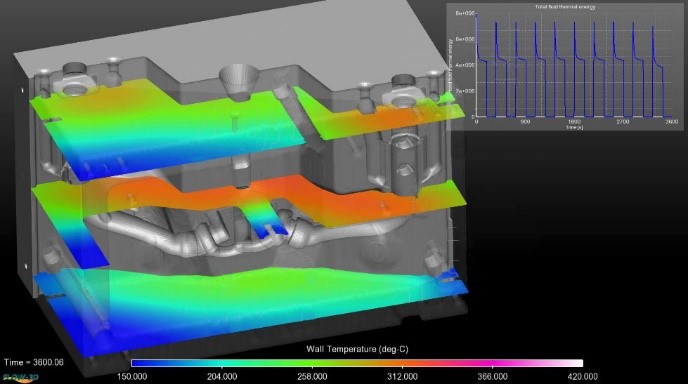
图4-1.模具热循环分析
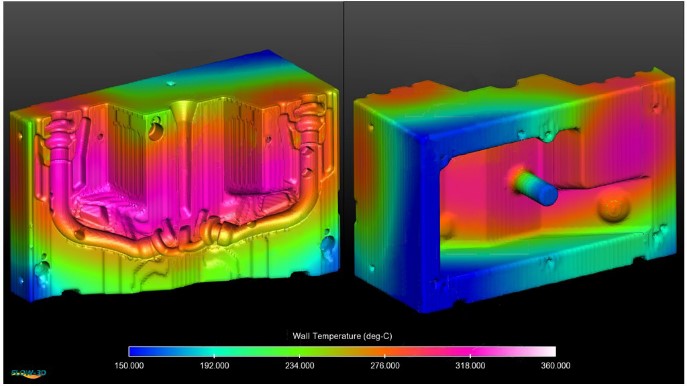
图4-2.模具温度分布(历经十次成形后的模具积热分布)
五、模具变形分析
热平衡:有限元验证
使用FLOW-3D的FSI模型验证和研究了模具的变形位置和变形量
在判定问题可能是由模具温度造成的模具变形,导致金属液渗漏问题后,CM Taricco 公司希望能够确认模具的变形量,以进行模具设计变更。XC Engineering 协助 CM Taricco 公司进行FLOW-3D设置和执行计算,利用FLOW-3D直接计算因为模具温度分布不均造成的模具变形量,而这些变形结果可以在FLOW-3D后处理模块 Flowsight中直接确认,并且同时量测变形量尺寸。
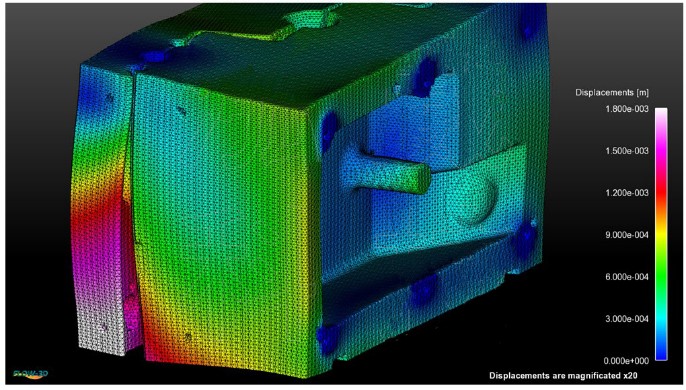
图5-1.模具变形量计算
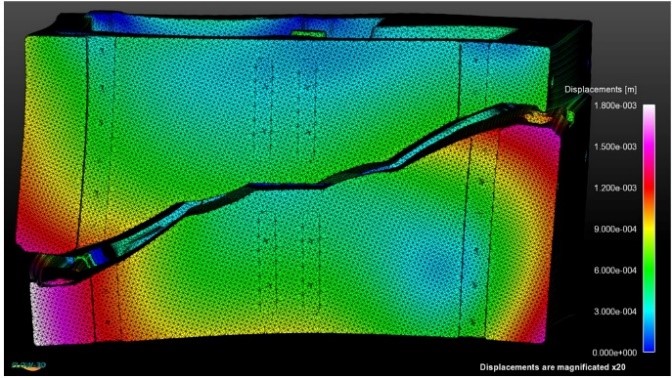
图5-2.模具之间因为热变形造成之间隙尺寸计算
六、模具设计变更优化
在确认模具积热确实会造成模具发生变形,导致金属液渗漏后,CM Taricco 公司进行了以下的模具变更设计。利用调整分模面设计,让模具本体在合模时增加了多余的支撑位置,以减少模具发生变形的可能性。另外,在设计时同时考虑温度不均匀分布造成的热变形温度,在模具厚度上做了可适性的调整。
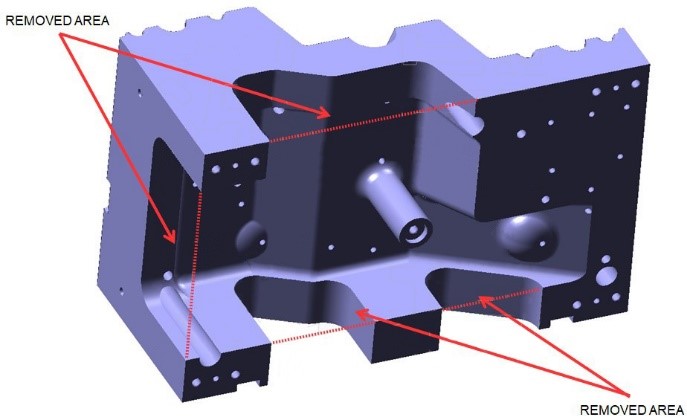
图6-1.模具设计变更1
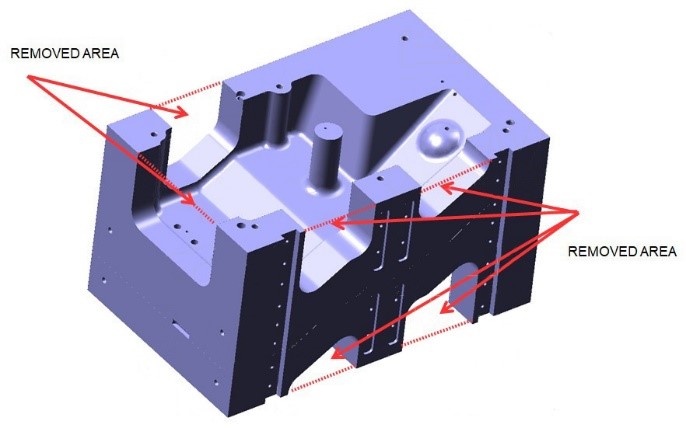
图6-2.模具设计变更2
七、结论
在进行模具设计变更优化后,CM Taricco 公司再次以 FLOW-3D 进行验证,确认模具变形量在可接受范围内后,再进行模具修改。新的模具能够让热量均匀的分布到模具本体,不再发生不均匀的温度分布造成模具局部热应力集中,而这反应的就是完美的铸件成形。在后续量产成形时,该套模具不再发生模具渗漏问题。不但大幅提高生产效率,也大幅地降低铸件成形成本。

图7.完成模具设计变更优化后的新铸件,不再发生模具渗漏问题

 25.74万
25.74万

 25.99万
25.99万
 9625
9625
 1.77万
1.77万
 1.45万
1.45万
 1.16万
1.16万
 1.45万
1.45万
 1.51万
1.51万
 1.45万
1.45万
 1.95万
1.95万
 1.63万
1.63万
 1.03万
1.03万
 1.31万
1.31万
 1.43万
1.43万
 7699
7699
 1.19万
1.19万
 1.22万
1.22万
 1.33万
1.33万
 7875
7875
 6888
6888
 571
571
 240
240
 184
184

















