














以同样的环状与矩形截面积相比,机械真空阀的排气效率要比冷却块高。真空阀还可以实现多种工艺控制。预抽式机械真空阀可以根据用户需要,选择进行管路预抽或只当作普通机械阀排气。以下将讨论预抽式机械真空阀开启预抽功能配套的全过程真空排气系统原理:
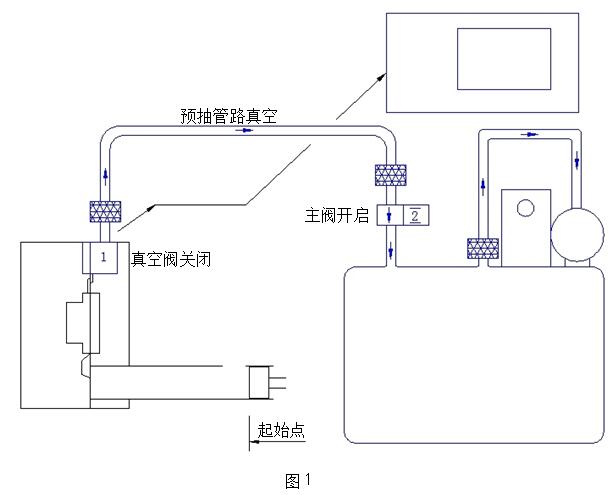
• 见图1,压铸机合模后,真空阀关闭,真空机主阀开启,实现管路预抽。
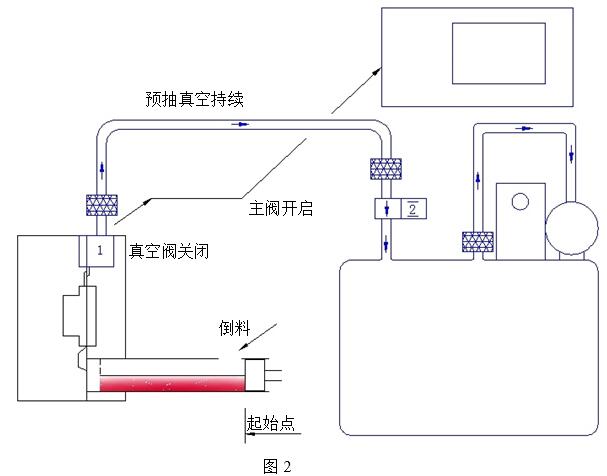
• 见图2,合金料倒入压室。此时,预抽仍在进行中,型腔中的气压与大气压力相同,真空阀关闭,真空机主阀开启。
此时真空系统处于准备阶段。连续工作的真空泵通过真空罐保证系统真空度的保持一个稳定的最低值,以确保系统有足够的排气能力。压射冲头慢压射开始,压铸机冲头移动启动真空排气预备状态。
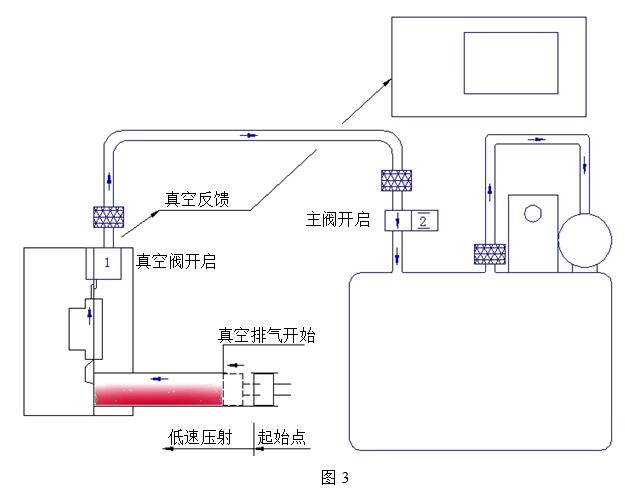
• 见图3,当压射冲头达到或超出浇料口位置时,型腔内气压略有上升;真空阀打开,型腔真空排气开始。此时真空罐的真空度处于在很低的水平。气体从压室和型腔中通过真空排气管路被抽入真空罐。真空系统通过单独的反馈回路,实时测量型腔的真空度。
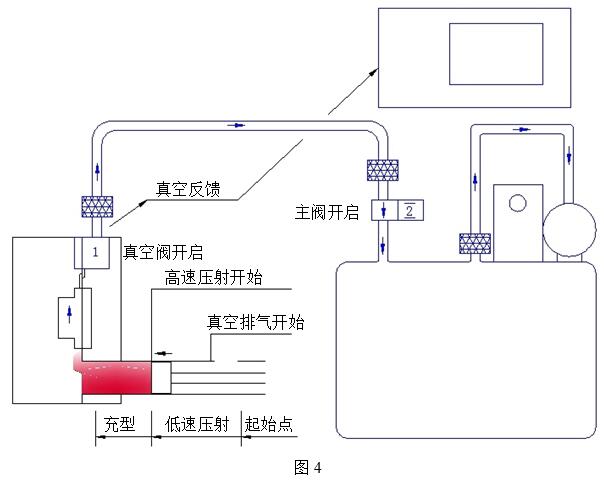
• 见图4,压射冲头将由第一阶段的慢速压射转为第二阶段的快速压射,合金液此时到达了内浇口,压铸机保持高速压射。气压在型腔处下降,浇口处为型腔压力最高处,而排气通道为型腔压力最低处。真空阀仍在保持打开状态,系统实时监控并显示型腔真空度和排气曲线。
• 见图5,型腔被充满,并且合金液到达真空阀启动阀芯处而触发机械连锁,在瞬间关闭真空阀。当合金液到达真空阀排气阀芯处时,真空阀已完全关闭,该真空排气周期结束。即随着压射过程的结束,真空排气结束,完成了与压铸过程同步的全过程排气过程。此时,真空机主阀仍然开启,确保其晚于真空阀的关闭,为全过程排气提供充足的真空。
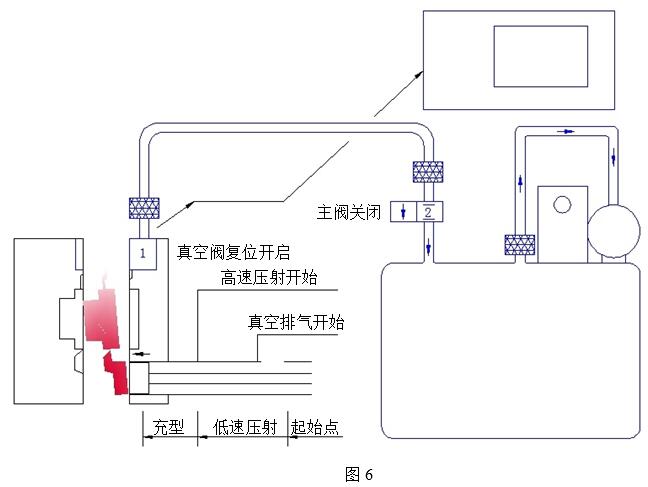
• 见图6,在冷却的阶段, 真空机设定的工艺计时达到设定时间,真空机主阀关闭,真空阀复位开启。当压铸机铸模完全打开并取件后,真空将进行系统测污染,确保管路通畅程度在设定范围内。然后真空机将通过真空管线进行压缩空气的反吹,以阻止模具喷脱模剂时水汽进入到真空阀和真空排气管路中,而降低下个周期的排气效率。此时真空系统将等待下个真空排气周期开始。


 27.93万
27.93万

 28.21万
28.21万
 9902
9902
 1.84万
1.84万
 1.52万
1.52万
 1.19万
1.19万
 1.48万
1.48万
 1.57万
1.57万
 1.49万
1.49万
 2.02万
2.02万
 1.69万
1.69万
 1.05万
1.05万
 1.35万
1.35万
 1.48万
1.48万
 8376
8376
 1.23万
1.23万
 1.28万
1.28万
 1.4万
1.4万
 8503
8503
 7377
7377
 1190
1190
 904
904
 797
797















