














湛江徳利车辆部件有限公司 张耀雄
摘要:介绍了压铸模的重要性,阐述了效率的提升,产品质量的保证,良好的经济收益都与模具开发、设计、使用、保养、维护密切相关,列出如何通过提高压铸件设计水平、模具设计水平、制造水平等提升压铸模保障能力,说明了模具使用管理要点及如何强化压铸模的定期保养。
关键词:压铸技术;铸件图;压铸模;保障能力;模具设计;保养
引言
压铸技术关键三要素包括设备、模具、工艺,在压铸生产过程会出现各种质量问题,除了设备性能与质量造成系统的不稳定因素外,还有一些附件 (如熔杯、冲头等)、工艺参数准确性、以及辅料等都可能引起质量隐患,不纯铝液也会给压铸带来不稳定因素(如废品,渣包、新旧料的配比等),以上的各种原因虽然是对生产与质量造成较大的不利因素,但这些问题都比较直观,较容易解决,而在生产过程中,常见又不易解决的质量问题,常常困扰着压铸企业, 如泄漏、气孔、拉伤、变形、冷隔、欠铸、、粘铝、模具飞料等,而造这些质量问题频繁发生的主要原因,往往就是压铸模具所为,效率的提升,产品质量的保证,较好的经济收益都与模具开发、设计、使用、保养、维护密切相关,过去技术人员把整个压铸生产过程的质量、效率、收益控制,按经验划分为,模具占65%,机器性能占10%,工艺参数调试占10%,其他占15%,可见压铸模具在压铸企业过程管控中占有重要地位,但在压铸生产过程控制的划分中处于主导地位的模具保障能力低下问题还是非常突出,大多数压铸企业的压铸模具基本上委外设计和制造,自主设计水平不高,技术能力薄弱,现场模具维修保障能力差,新产品模具导入管理水平低,模具导入周期长,这些都会导致企业在新订单获取方面处于劣势,我们必须清晰的认识到,压铸生产的核心在于模具保障能力,模具的成败是压铸企业发展好坏的分水岭,如何提升压铸模具的保障能力,为企业的高速发展保驾护航也是企业重点课题之一。
1、提升压铸模保障能力的主要措施
1.1完善铸件图的设计管理
铸件图的设计由企业自主完成,铸件图设计合理与否与模具质量好坏有很大关系。但企业对铸件图的设计管理不够重视,有时铸件图会委托模具供应商完成,其实,一个良好的压铸模具是从铸件研发设计开始,客户多数不会考虑模具的制造和压铸生产工艺是否能满足铸件所需的技术标准,客观讲,目前很多客户的产品设计人员对压铸工艺、模具工艺都不是很熟悉,铸件的结构往往不能满足压铸模具与压铸生产的工艺技术条件,最熟悉铸件结构及优缺点的是企业的技术人员而不是模具供应商。所以,一是要求企业的技术人员必须对铸件的前期结构、技术要求进行全方位的审核,对图纸技术要求吃透,对压铸模具的设计、制造是否能达到铸件的技术工艺要求充分审核(不能达到要与客户协商);二是要求铸件图的设计都由企业自主完成,合理的铸件图才有可能为下一步的模具设计奠定良好的基础。
1.2提高自主模具设计能力
大多数企业内部图纸管理混乱,每套复制模具有各种设计版本,模具没有完整的图纸,备件互换性差,质量问题重复发生,这些都是由于模具设计基本是委外设计,各模具供应商存在各种各样的设计风格,内部技术人员并没有亲自设计,缺少锻练机会,最终结果是模具技术人员对图纸的理解能力不足,无法识别图纸错误,同时,模具方计水平的提高。
(1) 完善模具图纸管理。保证模具图纸完整、正确、标准化,确保模具图纸的准确性、唯一性、有效性。
(2) 模具方案评审流程固化及图纸审核。制订清晰、合理的流程 (责任明确、各环节的时间节点、输入输出清晰)。评审内容包括完整的模具设计方案,浇注系统、排溢系统、冷却系统、运动系统、顶出结构等。模具方案评审前做好压铸模具充填模拟数据,利用压铸模拟软件高准确度模拟模具充填及凝固过程,精确
定位潜在的外观缺陷及问题点,快速验证不同的设计方案,减少设计变更数次,减少后期模具故障率及铸件废品率。
(3) 规定3D及2D图档同时修正。由于压铸模具开发周期短,如按正常开发流程往往无法满足客户的开发进度要求,各模具供应商多数会简化设计流程,导致模具设计、制造同步进行,模具设计只具备初步的 3D 数据,没有完整的 2D 设计图纸,这些都不利于图纸存档及标准化管理,要求模具厂提供3D图档的同时修正2D图档。
(4) 完善现生产模具易损件图纸。模具在设计、制造、使用过程中会出现各种更改,但这些更改临时性强,没有及时反馈到正式图纸,要求定期整理模具备件图纸。
(5) 工艺人员模具设计能力提升。在模具开发进度允许前提下,新产品模具由模具供应商设计为主改为内部设计为主,外部设计为辅,及时锻炼技术人员的设计水平,提高技术人员的积极性。
(6) 压铸模具标准化,更新优化旧标准,重新整理标准文件并下发。由于企业存在各供应商的设计标准,内部模具标准化差,导致试模问题多,调试周期长、模具维护性差、维护成本高、模具寿命低、质量问题频发,所以必须固化企业内部模具设计制造标准。
1.3提高模具制造质量
充分认识模具制造价值与市场价值,但企业早期在开发模具时,总是把模具的制造成本放在首要位置去考虑,却忽视模具制造质量在生产过程中起到的至关重要效能,只考虑廉价模具,从不关心模具制造水平高低,从寻找制造商开始,就以对今后的生产出现频繁的问题奠定了不良的因素,模具故障多,维修频繁,生产不畅,效率低,废品率高,老化快,开裂早,计划不能按预计生产进行,制造成本增加,质量不能达到客户的要求,模具给公司造成了不可弥补的损失。所以在前期开发模具或选择模具供应商时,可以考虑成本、性价比但绝不能吝啬,必须保证模具的设计制造质量,充分体现模具在压铸生产中的核心价值。
(1) 供应商整合,提高供应商的模具制造水平。淘汰掉部分自身制造水平低下的模具供应商,确定供应商具有先进的模具制造设备,建立客观公正、有章可循的模具供应商准入流程和标准,保证新进入供应商的高质量。
(2) 建立现有供应商基础实力评价标准。建立模具供应商战略伙伴关系,帮扶愿意改进且有潜力改进的供应商,逐步淘汰劣质供应商。
1.4优化模具验收流程
模具验收全部在企业现场完成,发现问题时已延误了调试,模具修理次数多,图纸提供不及时、不完整,图纸与实物不符。
(1) 模具验收部分工序前移,根据模具复杂程度分初期验收、二期认收,初期派人到模具厂进行模具预验收,缩短制造周期,发现问题及时整改。
(2) 模具进厂验收制度改善,模具实物验收合格,保证实物与图纸的一致性。
1.5提升压铸模自主制造能力
在硬件上,引进国际先进的5轴加工设备,镜面火花电加工设备,高精度数控车床,精密高速电极加工中心,软件上,升级模具制造编程软件,模具技术人员定期参与行业水平交流培训,要初步具备制造部分精密压铸模的能力。
1.6加强模具使用管理
提到压铸模的使用,很多人脑海里想象简单,认为模具只管使用,维护保养都是模具修理部门事情,和他关系不大,其实正好相反。模具的命运,使用好坏都在作业者手里掌握着,冷却水管不安装,热模数次不够,模具运动部位润滑油不按要求点检,模具表面飞料不清理,滑块发卡不处理,喷涂调整不规范,这些可能都不会引起作业者的重视,但往往这些易导致模具发生严重的故障,如何管控模具使用是提升模具保障能力的重要因素之一。
(1) 提升模具使用过程自主保养能力。
(2) 建立压铸作业者拆装模具作业基准。
(3) 加强模冷却系统的管控,冷却水在模具使用中至关重要,模具冷却水在正确使用情况下,不但可以延长模具寿命,而且可以提高生产效率。
(4) 加强热模管控。避免没有热模直接增压损坏模具。
1.7强化专业模具维护保养及模具管理
(1) 完善模具档案:建立完整的模具档案,包括入库、领用、退库、修理、维护、报废、寿命等管理,也就是给每一套模具在入厂时建立一套完整的使用履历表,如人的病历卡一样,这是保证以后保养和维护的一个重要依据;完善模具修理管理台帐;模具档案建立,模具寿命管理。
(2) 模具管理职责完善 (模具设计、制造、验收、维护、报废等)。
(3) 与行业先进企业等进行全方位相互交流学习 (设计、压铸、修理、管理)。
(4) 建立模具预防性维修保养制度。企业压铸模预防性维护管理薄弱,周期保养不完善,这是企业模具保障能力的一个典型薄弱环节之一,一个良好的模具不仅靠设计、制造,合理的预防性维护保养也能起到延长模具寿命,提高生产效率,降低制造成本的效果。基本的日常保养维护都知道该怎样做,但预防性维护保养如何做好,有一定的难度,首先要了解、认识模具,了解模具的特性,认识模具的重要性,通过对员工、管理者培训与教育相结合,使每一个人都明白这个道理。具体措施如下:
根据纲领编制年度周保月保定期保养计划。制定重点模具易损件更换频次清单,确保一些备件下模后强制定期更换。
为了解决模具在生产过程中粘铝,拉伤等缺陷,模具表面需氮化处理,但为了减少模具表面早期龟裂,国内模具一般不建议表面氮化处理,国外先进模具制造商会部分采用表面镀钛、表面氧化等处理技术,建议模具表面钠米陶瓷涂层处理,对模具外观,粘模、龟裂都有一定改善。
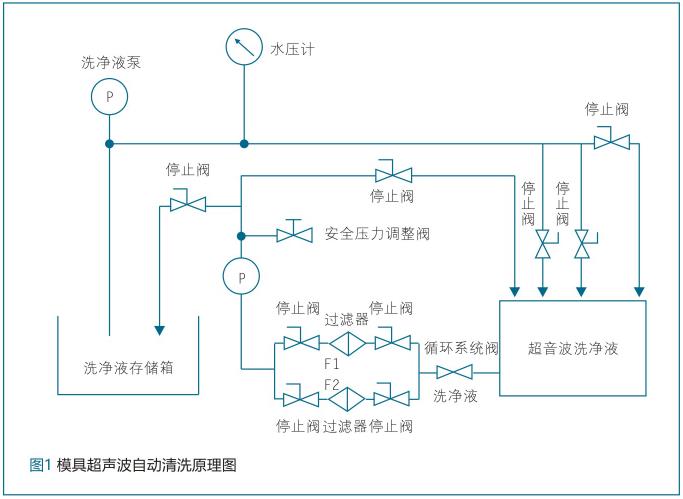
启用先进的模具超声波自动清洗技术,(图1)早期模具清洗依靠人工使用汽油清洗,效率低,安全性差,该技术的使用可减少工人劳动强度,提高修理质量,提高客户的满意度,加强客户对企业模具保养能力的信心。
应用模具激光焊烧焊技术。模具表面烧焊修补在压铸模使用过程中无法避免,模具表面龟裂,崩裂、缺肉、凹陷等都需要烧焊,一些企业一直以来都是使用亚弧焊及电焊辅助修复,其实,不当烧焊对模具寿命的影响是非常大的,却未能引起足够重视,短期内虽然可修复模具,但后期会大大减少模具寿命,更易出现模具变形、尺寸超差、表面龟裂、粘料等缺陷,激光焊焊接方式变形少,基本上不会引起模具表面龟裂。
应用合模机自动配模(图2)。随着模具不断使用,分型面及滑动部位磨损,配合间隙逐步变大,表面毛刺变厚,铸件尺寸超差,如果没有得到及时处理,模具停工异常 , 生 产 交 付 无 法 保证,安全隐患加大,企业常规配模方式为行车加手工进行修配,劳动强度大,配模精度差,安 全 性 差 , 重 复 精 度差,效率底下,如引进自动合模机后,这些问题基本可以解决。合模机是一种专业的模具研配设备,操作安全简便,可有效缩短模具修配周期,使模具生产得到更好的安全保障。

完善模具维修保养管理规定,强化周期保养效果。
2、结束语
成功开展提升模具保障能力课题以后,企业的模具设计能力上了一个新的台阶,技术人员可对模具方案提出深度分析,技术人员从早期的简单看图过渡到与客户同步开发能力。模具的导入周期大幅缩短,模具故障率降低,停工台时大幅减少,无论是新产品开发周期,模具维护保养现场,维修技术,自主制造能力都获得客户的高度认可。

 25.74万
25.74万

 25.99万
25.99万
 9625
9625
 1.77万
1.77万
 1.45万
1.45万
 1.16万
1.16万
 1.45万
1.45万
 1.51万
1.51万
 1.45万
1.45万
 1.95万
1.95万
 1.63万
1.63万
 1.03万
1.03万
 1.31万
1.31万
 1.43万
1.43万
 7699
7699
 1.19万
1.19万
 1.22万
1.22万
 1.33万
1.33万
 7873
7873
 6888
6888
 570
570
 240
240
 183
183

















