柳俊
(上海东芝机械有公司)
摘要:说明压铸机大修的意义及价值,详细说明压铸机修理整个过程,包括修理前检测,资料准备,部品准备,分解过程,安装调整及结果验证。说明压铸机这类型复杂设备大修过程中,一般的注意事项,重点,难点的处理,分析和说明。
关键词:压铸机 大修 修理过程
压铸工厂,压铸机一般作为一个公司的关键设备,价值高,可替代性低。为了保证机床正常运行和安全生产,对设备实行有计划有预防性维修,这是工业设备管理上的重要组成部分,而对于压铸机更有其重要意义。
压铸机生产环境比较差,烟尘,润滑油,离型济水雾,加上高温,高湿,机床在这种环境下磨损,腐蚀较其他环境(如其它机械加工机床)要强很多,加上压铸机二十四小时生产,日常维护和点检维护,很多时间因生产做不到位,压铸机的设计寿命一般为12年,二十小时工作制,恰恰这种生产对于机械结构表面影响较大,而内在质量,如金属疲劳,应力等并没有达到交换的程度,所在压铸机维修性价比很高。
压铸机大修工作量大,修理周期较长,对于设备本身,需要全部或在部分解,更换或修复机械零件,电器零件,调整修理电气系统,整机的装配及调试,以达到全面清理大修理前存在缺陷,恢复规定的性能及精度,在修理前切实掌握设备的现有技术状况,做出切实的修理方案,充分做好技术和生产准备工作,在施工中积极采用新技术,新材料和现代管理方法,做好技术,经济和组织管理工作,以保证修理质量,降低维修费用。
1.维修前检查和准备
1.1维修前资料准备
确认维修机型的说明书,PLC的存储卡,其它存储卡是否还有。另说明书与机型,机床出厂编号日期是否一致,说明书的内容,如电气控制回路图,程序梯型图,油压润滑原理图,位置图,机械结构与布局图,操作说明及报警表等等。
使用期间有那些维修变更,资料是否记录 一般来说,在生产使用过程中,总会存在维护维修,这些维护过程,结果有没有被记录下来,尤其是程序变更有没有在说明书上记录,存储卡有没有被修正。
仔细检查配线,尤其是变更配线有没有端子标识,变更增加的继电器有没有定义,如果没有要作出标识,以便后来再配线清晰。现场检查维修,这种情况很多,要特别注意。
1.2外观及缺损检查
外观是否干净,压铸机长期工作在很差的环境中,机床表面粘有油污,铝屑,
多少部品缺损,配管及配线有哪些松动,破裂,临时处理等等,压铸机在生产操作中很容易缺失盖板,缸失螺丝,操作面板的开关损坏。
1.3间隙检查
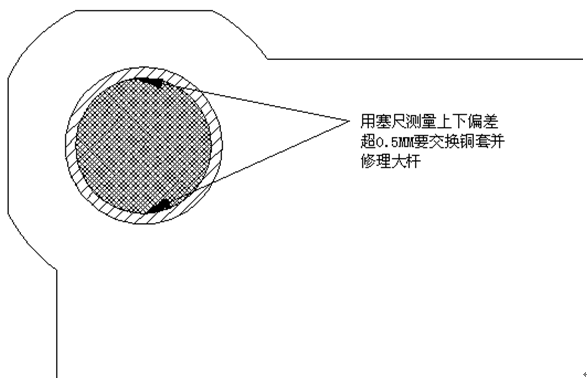
移动模板与大杆间隙检测
移动模板与大杆间隙,先要确认是在调整到位状态下检测,移动模板的移动足是可调整高低的,大杆是否在移动模板的衬套中间(可用塞尺进行测量),在上下间隙平衡的情况下,作移动模板与大杆间隙检测,所得测量值才是衬套大杆磨损量的有效检测,检测位置方法如图示:
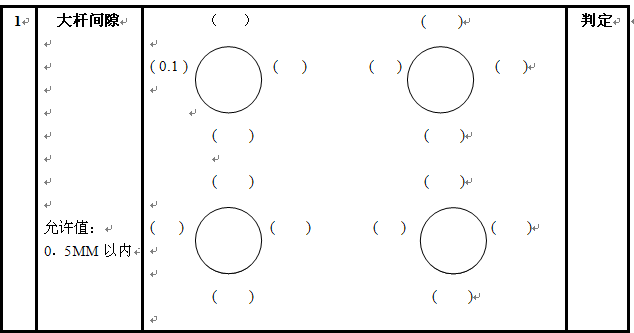
检测数据进行记录
基于以上记录值加以分析, 一般来说,移动模板的铜套要求交换;大杆的重新磨削和镀铬再对大杆检测,表面有
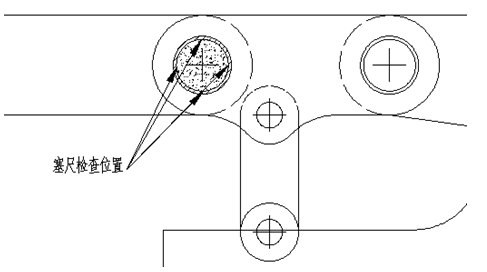
1.4 曲肘部连接销与衬套间隙检查
曲肘部LINK PIN 与衬套间隙影响机床的合模力,平行度及动作时产生噪声。
依据图示,用塞尺对开合模机构的连接销与钢套之间的间隙检查,每个销检查四个位置。
检查位置图 #p#分页标题#e#
位置图放大
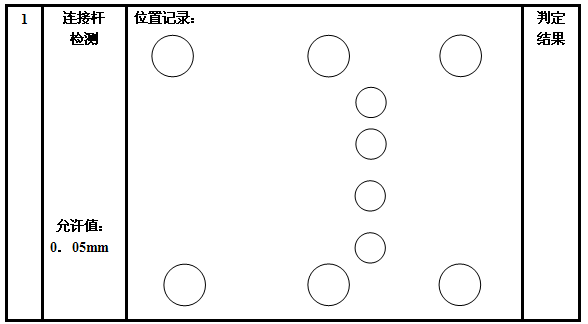
连接销间隙数据:
连接销检查时,开/合模处于空载合模状态,作为要大修设备,一般要求交换连接销钢套。检测时特别要注意运动过程中,连接销是否跟转,钢套单边已磨透,损害到模板耳孔,必要时,要求将销抽出来检测,关系到加工的工作量及报价。
1.5其它间隙检查
十字头导杆与衬套,顶出导杆与衬套都必须检查记录,一般情况下都要求交换。
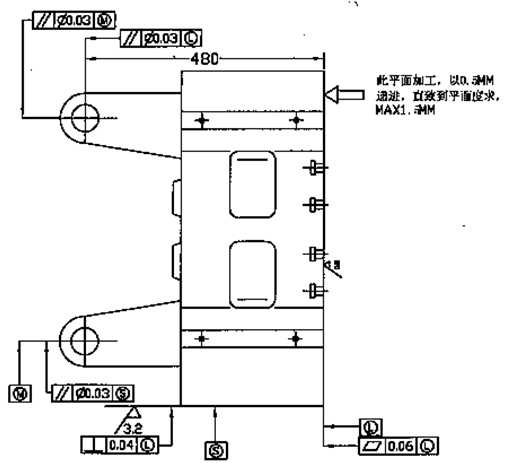
1.6移动模板,固定模板平面检测
压铸机的使用环境,模板平面存在长时间同一幅模具使用,而且使用时一般有高温存在,或者有酸性离型济腐蚀,平面会腐蚀凹陷,如果达到一定程度时,会出现飞料现象,一旦飞料,产品所需铸造压力大打折扣,产品会出现质量问题。模板是否需要加工,先进行平面度检查,依据图示进行,检测位置方法如下:
检测后,进行数据记录:
1.7压力系统检查
压铸小型机要一般为双联叶片泵居多,以东芝DC350J型压铸机为例:一般要求高压低流量泵PF1的压力值为15MPA,低压大流量泵PF2为14.5MPA,如果是中型机500/650/800,还有一个压力值为7MPA大流量泵PF3,这样为机床能持续的稳定的让执行机构动作。一般情况下,低压泵达到压力达到泄载溢流阀URG1设定值时,PF2泄压,溢流的液压油会通过冷却器冷却,加上其它动作回油冷却,使作动油的温度动态平衡。如果系统某一个位置密封件或阀体出现内泄,系统压力达不到溢流阀压力设定时,就没有液压油溢流,冷却器因没有液压油进入而没有冷却作用,油温升高,粘度降低,系统压力更达不到设定值,致使恶性循环,使机床在极不稳定情况下工作,造成产品不良率上升直致不能生产。系统压力不良,一般来说为密封件不良,泵、阀的内部泄露,要处理好,必须作系统压力检查,下面就压力系统检查作简单说明:
1.8润滑系统检查
压铸机润滑系统初步检查,比较费时工作,看看润滑点有没有润滑点定量溢出。
1.9电气部件及配线检查
记录缺损部件型号,配线是否需要交换等情况作详细记录。压铸机在使用过程中,相对于金属加工机床,因为脏,油,水气,高温等恶劣环境,引发事故的概率较高
1.10依据客户现场及生产管理对压铸机射出性能作详细了解,在平时工作中,压铸机会经常会有哪些报警,产生哪些问题,射出性能怎么样,特别高速速度及增压效果。那些地方需要改善,以前是否作出过改造等等。以便维修过程中,特别有什对性处理,做到有的放矢,提高维修效果。
1.11周边装置的协调性
仔细调查周边装置,看看周边装置是否完整,动作是否稳定,有没有异常声音,配管有没有变形,配线没有裸露,断头等现象。
2.依据上述检查,与客户协商确定维修方案并合同签订
确定的方案主要有:
●现地维修还是工厂维修。
●生产计划的调整及维修日程确定
●合同签订(合同文本,技术条件附件、施工事项附件等)
3.维修准备
依据上述检查,要作以下准备
3.1部品准备
通过维修前检查,预定要交换部品,部品都有一个采购周期,准确全面预定这些部品,很困难,所以维修前一定要做好检查,做到准确有的放矢。#p#分页标题#e#
3.2工具准备
依据维修方案,确定所需工具,包含普通工具,专用工具(如钢套,铜套镶入工装)等。
3.3吊装准备及再安装基础部件准备
确定工厂现地行车是否适用,是否需要专用搬迁及吊装工具等
再安装时,原有安装基础部件不一定能用,要有基础安装部件准备。
3.4加工准备
加工单位协调,加工能力确认,如模板加工,大杆修复等等。
3.5运输准备
在现地和工厂维修,都需要有运输,重量要确定后,联系好运输车辆。
4.分解
4.1正常分解,在一般情况下,按步骤,一步一步分解,不同部位的相似或一样的部件一定要做出记录,标志,以便安装时能清晰知晓部件位置,再安装时方便,顺利。压铸机生产高温或腐蚀性环境中,螺母容易,锈蚀咬死,有的由于被砸碰而丝扣受损,要拆卸螺母非常困难 有些部品分解起来很困难,有一些方法在在锈蚀的螺母处喷适当松动剂 然后用锤子轻轻敲打 就可以拧动
作用力下震动,用喷灯烧热螺母,使其受热膨胀,迅速拧动
4.2破坏性分解
在分解过程中,有些螺母螺丝在长时间的诱迹,根本无法分解,可能要破坏性分解,用喷灯烧热螺母,使其受热膨胀,迅速拧动
4.3部品再检测
在分解下来的部品,有些已很明确不能使用,有些还需要检测,
4.4部品再准备
在分解过程中,可能会发现有前期检查未预定部品需要更换,这时需要确认所有更换部品,考虑到部品交期,可能会延迟机床修理交付时间,这特别要与客户说明协调,此点也要求在合同签订就要说明。
5.分解后加工
5.1模板加工,压铸机在使用环境中,模板平面由于长时间同一幅模具使用,模具使用时一般是高温存在,或者有酸性离型济腐蚀,平面会凹陷,如果达到一定程度时会,会出现飞料现象,一亘飞料,产品所需铸造压力大打折扣,新产品会就会有质量问题。还有由于润滑系统存在问题,在转动或滑动部位,润滑不有及时有效供给,造成过量磨损,甚至使衬套全部单边磨损,伤及模板耳孔,这时就要作修理,修正理方法一般为加大至一定数值耳孔(一般为单边5MM),镶衬衫至连接销的匹配公差,具体加工方法公差,定位基点,如图示:
6.安装
6.1机械部件安装一定遵守装配工艺
遵守装配工艺,现场可能条件有限,一定要做到部件清洁,干净;铜套,钢套用干冰冷却24小时;铜套,钢套的镶入时要有工装,并仔细清洁核对润滑油孔。
6.2润滑系统安装
润滑系统安装时要按原安装路径,不轻易改走,软管硬管接头紧固,力矩不要过度,因为润滑管线直径都比较小,不能承受较大的力距。
6.3密封件及阀体安装
密封件及阀体清洁
7.调整及检查
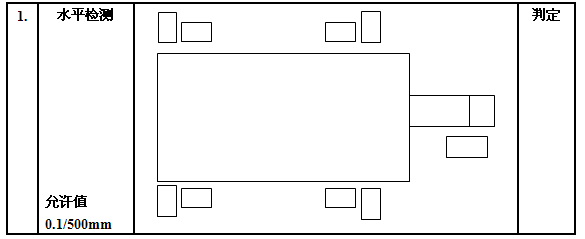
7.1水平检测
7.2大杆与移动模板的检查。
检测及记录如前所述
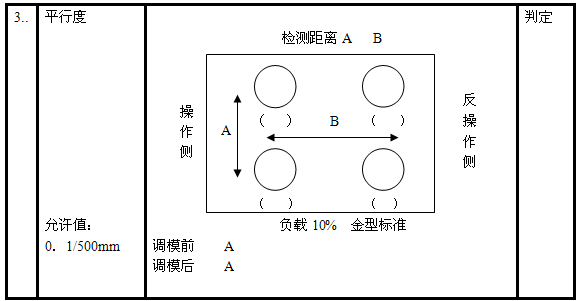
7.3模板平行度调整及检查
(东芝压铸机DC350J为例)
此项检查注意事项:
空载情况下测量也有选择在10%合模力标准下测量
7.4合模力检查
主要检测最大合模力一般要110%以上,各大杆之间的偏差范围不超过±5%,
要求用标准模架检测,
7.5尾板摆动检查
尾板摆动主要是存在合模力可能会存在摆动
7.6安全检查
依据安全检查表
主要压铸机安全部件有效性,动作之间互锁,压铸机与周边机械互锁,并将检查条项记录
7.7润滑系统检查
启动油泵后,查看润滑压力起压压力,超压时间,泄压时间是否在允许值范围,管接头是否紧固,润滑硬管软管与固定,活动部件有没有干涉,特别要检查每一个润滑点定量溢出润滑润滑点。
7.8试运转及铸造
启动前,确认压铸机的水,电,气,作动油,润滑油,润滑脂,氮气,离型济,冲头油(润滑颗粒),是否到位。启动后,确认是否跑,冒,滴,漏#p#分页标题#e#
安装后,依据维修前的检查清单表格,作一个检查报告
主要有:
7.9射出性能检查
一台压铸机,主要设定参数与实际铸造参数,对照记录。
低速速度,低速加速速度,高速,高速加速度,高速区间,减速,铸造压力,
7.10动态参数检查
如系统压力,作动油温度,ACC压力,ACC压力变化,ACC充填时间
8.总结,出具调整报告及相关资料,对上述检查结果记录下来,形成表册,作成资料,一并交付给客户。



















 25.92万
25.92万








































