胜赛思精密压铸(扬州)有限公司 邹明高
压力铸造:一种介于铸造与锻造之间的优质、高效、节能的成型方法。具体过程是将熔融合金液在高速的作用下,快速充填模具的型腔,并使合金液在高压的作用下结晶、凝固、成型。当给汤机将熔融的合金液倒入熔杯时,压射杆冲头开始前移,为了防止冲头在前移的过程中产生卷气,采用0.15~0.3m/s的低速分段移动,金属液处于层流状态,当熔融的合金液被移送至模具浇口道时,为了迅速排除模具型腔的气体,冲头进入低速与高速的切换位置。在0.03~0.05s的时间内,冲头运行速度瞬时上升至3~6m/s,达到快速充填的目标,当高速充填完成,为了防止飞边喷铝,冲头的运行速度进入高速减速状态。随后,为了消除抑制合金液凝固过程中的缩孔,同时采用增压工艺,其铸造压力在100MPa,作用于铸件上,铸件的性能与传统的重力铸造相比,发生了质的变化,具体表现在:
1. 机械性能良好,尺寸精度高,表面光滑。
2. 生产效率高,一个生产周期只有0.5-3min。金属材料利用率高。
3. 最小壁厚可达1~2mm。
4. 由于采用低速输送、高速填充、增压补缩工艺,产品组织致密,气孔率较低。
但是,随着汽车工业的飞速发展,汽车压铸件对气孔率的要求越来越高。压力铸造产品气孔仍然达不到汽车零部件的要求。由于压力铸造过程是使合金液在短时间内充满型腔,型腔内的气体在高温、高速合金液的作用下,气体的压力急剧上升,依靠自然排气,气体无法排清。由压力与溶解度的关系可知:在气液界面上,当气体压力增大时,液体中气体溶解度增加。当气体压力降低时,液体中气体的溶解度减少。模具型腔中的气体,在压力的作用下,滞留在铸件中形成气孔,因此,要降低压力铸造产品中的气孔,必须降低型腔中气体的压力,即真空铸造。
真空铸造的原理就是:在压铸机进行压射时,将型腔中的空气快速抽出,并使溶解在合金液中的气体解析出来,从而实现真空铸造。按真空的使用方式又分为单台真空和集中真空。单台真空由于管理、维修不方便,同时电耗高,没有采用,而是采用集中控制的真空系统。由于压射时间极短,无法依靠真空泵的启闭把空气排出,因此采用一只大的真空罐来实现。真空泵在正常状态下,将真空罐内的空气排清,使真空罐维持一个较高的真空水平,然后在压铸的瞬间打开真空罐与型腔的电磁阀,实现型腔的真空。
A:真空系统及管路的设计计算:
根据每台压铸机型腔容积及料筒容积0.5倍作为每台压铸抽取的气体总量Q(升),压射杆允许的抽气时间:
高速位置-料筒敞口尺寸-0.05m
t(秒)= ────────────────
压射杆低速平均速度(0.2~0.3m/s)
Q(升)
那么每台压铸机(模具)所需的抽气速率为───── ,
t(秒)
Q1 Q2 Qn
整个压铸车间的抽气速率Q=──+──+……+──
t1 t2 tn#p#分页标题#e#
由于产品结构差异,生产周期不同及多台压铸机压射的不同步性,一般按(0.4~0.6)Q来选取真空机的每秒抽气量。为了适应压铸的开台数量变化及节能,一般采用三台真空管机的控制系统,其中一台作为备用真空机。真空储气罐容积:一般按压铸系统最大抽气量的3~5倍选取。管网管径的选配:为了降低真空抽吸过程阻力损失过大,造成每台压铸机真空度的降低,每台压铸机的支管径尽可选大一点。根据计算及使用经验,可按下表进行选配:
另一方面,为了降低排与排的差异,真空系统应设置在压铸机的中心位置。真空系统的真空度应按-0.88~-0.95MPa设定,并具备上、下限报警功能。
系统流程如图所示:
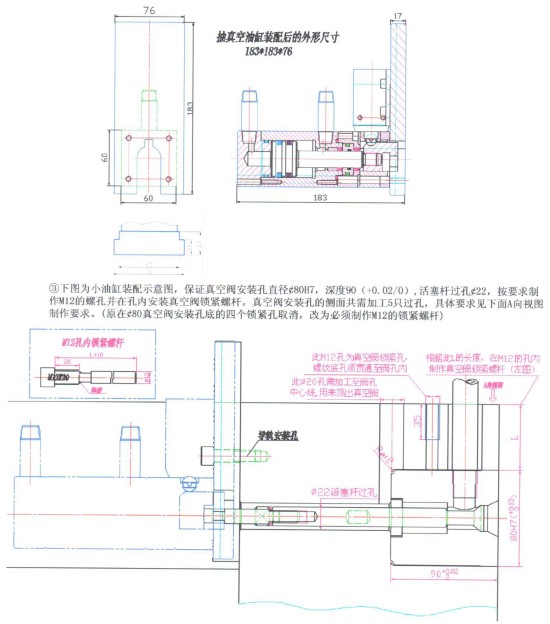
B:模具的改造
为了配合真空系统的使用,在模具上增加一只真空启闭的控制阀,具体结构如图所示:
在使用中,为了降低模具分型面的泄漏量,在模具分型面增加密封圈。另外,为了改善和提高冲头与料筒的密封,在冲头上增加铜质活塞环。


















 24.46万
24.46万





































