林 勇
摘要:在真空压铸技术领域中,重点要解决是模具密封与真空截止阀的问题,总结了各种真空压铸方法与工艺,探讨了真空压铸技术在实际运用过程中面临的主要问题,并在此基础上开发设计了具有自主知识产权的锌合金高真空压铸造工艺法。采用将模具置于真空箱中,模具型腔的抽真空管孔中的微孔筛阻隔,防止熔融的金属液体堵塞真空管道的方法。其实验结果在真空状态下,在设备和压射压力减少的情况下均能保证产品质量,同时可减少产品壁厚。通过该工艺的改进能使普通压铸机实现真空压铸。
关键词:真空压铸;模具密封;真空截止阀;锌合金
压力铸造是利用高压将金属液高速压入到一金属模具型腔内,金属液在压力作用下冷却凝固成型的一种工艺方法。由于金属液以高速喷射状态充填至模具型腔,因此型腔中大部分气体来不及排出而残留在铸件内,从而影响压铸件的力学性能,限制了其在重要或大型零件上的应用。为了提高压铸件的力学性能,拓展压铸制品的应用范围,研究人员研制出了各种压铸新工艺与新方法,真空压铸法是目前众多工艺方法中的一种,主要是将模具型腔中的气体抽出,使金属液在真空状态下填充型腔。因此压铸过程中卷入的气体少,铸件的力学性能得到显著提高,而高真空压铸法则是在普通真空压铸的基础上发展起来的新技术,其特点是模具型腔真空度达91 kPa以上。
本文总结了国内外真空压铸的常用方法与主要技术问题,同时在此基础上研发了具有自主知识产权的高真空压铸工艺新方法。
1 真空压铸原理与方法
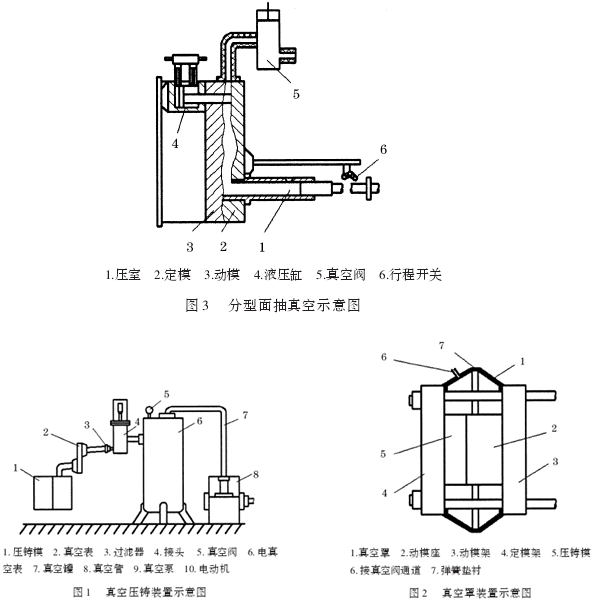
真空压铸装置简图如图1所示。主要由真空泵9、真空罐7、真空阀5、真空管8、真空压力表2、6及PLC控制系统组成,其主要功能是压铸生产时将模具1型腔中的气体抽至真空,目前真空系统的抽气方式主要有以下两种形式。
一是采用真空罩封闭整个模具。如图2所示,合模时真空罩将整个压铸模封闭,液态金属浇入压室后,利用压射冲头将压室密封;然后打开真空阀,将真空罩内空气抽出,待真空度达到要求时即可进行压铸。
二是借助分型面抽真空。如图3所示。压铸生产时,当压射冲头封住浇口时,行程开关6
自动开真空阀5抽真空,真空度达到要求时即进行压铸。液压缸4的作用是控制排气通道的关与开,防止合金液进入真空系统。
2 高真空压铸工艺
高真空压铸法是在普通真空压铸法的基础上发展而成的新工艺,其主要特点是通过设计可行性高的密封装置与真空截止阀装置,使其在实际压铸生产时模具型腔的真空度在91 kPa
以上。目前,高真空压铸技术主要有三种:分别是由德国公 司 研 发 的Vacural法 和MFT
(Minimum FillTime) 法,由日本公司研发的Vaccum Golve Box法。
Vacural法是将熔化炉通过升液管和压射室直接相连,抽真空时先将金属液吸入到压室内,接着继续抽真空至预定真空度后再压射成型。原理示意图如图4所示。意大利的DUCATI摩托车公司改用了这种压铸方法后,749型摩托发动机的重量减轻了7磅。这种方法技术运用较为成熟,但是需要购买专用压铸机,价格昂贵,通用性不强,所以实际运用受到一定限制。
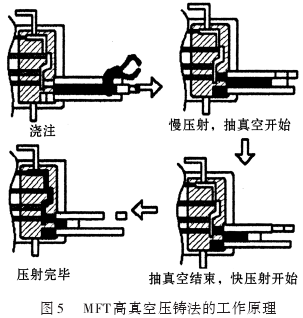
MFT(Minimum Fill Time)法则是完全在普通压铸机上进行,所以运用较为广泛,其工作原理如图5所示,在慢压射开始时,真空系统开始抽真空,当合金液到达模具内浇口时候,抽真空系统停止抽真空,进入快压射阶段至到压射完毕。
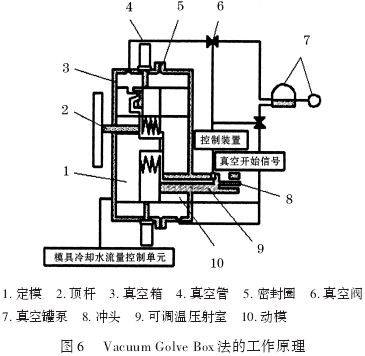
Vaccum Golve Box法是将整个模具装在一个密封罩中,并设置几个抽气回路来抽取密封罩内模具中的空气,确保型腔中的真空度。工作原理如图6所示。雅马哈公司使用该项技术节能环保地大量生产大而薄的铝摩托车部件,减轻了摩托车的重量和部件数目。该技术能极大地改善金属熔液在模腔中流动的平滑性,通过提高模腔内的真空度,控制模具温度和提高熔化铝的压射速度等措施的综合运用,产品的空气入侵率仅为传统压铸的五分之一。#p#分页标题#e#
高真空压铸工艺涉及的技术领域众多,重点要解决的问题主要有以下两点:一是模具或真空罩的密封;二是抽真空口处真空截止阀的关闭与开启运动的准确可靠控制。对于模具的密封问题,目前普遍采用的技术如图7所示,其关键点是:在模具的分型面设置密封圈,在动模板下增设垫板,在垫板与动模板之间设置密封圈,在压室法兰与模具的浇注系统配合处

















 24.46万
24.46万






































