文:黄奇德 – 德宝压铸技术公司
引言
在众多的铸造工艺中,压铸的充填速度最快,很适合做薄壁铸件,特别是目前汽车軽量化的发展,令铝合金薄壁件应用于汽车越来越多。同时它的生产效率最高,大量生产成本低,只要铸件质量不断提高,应用自然越广。不过,快速的充型使铸件在生产过程中有产生不少缺陷,特别是卷气引起的问题。压铸是复杂而多变的工艺,其中牵涉很多相互影响的参数;包括压铸机众多的参数和性能,多变的模具温度,离型剂种类和喷涂分布量,地区的天气环境因素,合金的质量和温度,设备的状态和保养等。不同的铸件和要求有不同的参数组合;要优化这些参数组合,除了应用科学知识和数据来总结方法外,经验更是不可缺少的。这里我们将重点介绍压射参数对铸件质量的影响,并如何应用压射曲线优化工艺。
压铸件一般可分为外观性要求和功能性要求。外观性有要电镀,粉末喷涂,静电喷涂,电泳漆,喷油等。功能性涉及面更广,如在不同环境下不同机械性能的强度要求,不同流体的泄漏测试等。铸件的形状-大小厚薄和复杂性,对工艺参数有不同的要求,它们影响着对压力/充型时间的设置。
了解基本压射参数
常见的冷室压铸机以三段压射为主,即一速,二速,增压。较先进的压铸机还有多段速度和增压力变化的设置。其他会影响压射参数的还包括给汤量(冷室),模具温度,压射室温度,冲头润滑性,铝液温度等。
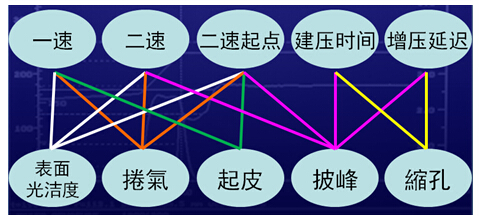
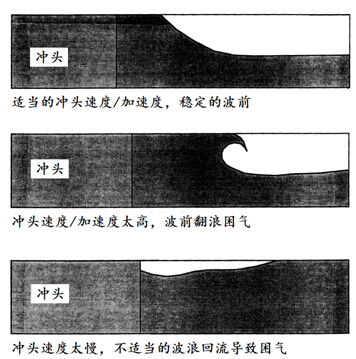
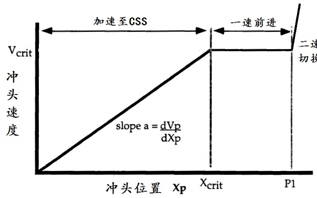
一速设置:是较难掌握的参数。铝液倒进压室,本来就会把空气混进金属液。倒完后铝液会在压室内晃动至静止。静止时间不能长,一般在1秒左右因为考虑到料温下降,压室内冷凝物(cold flake)增加,会堵塞浇口和影响铸件内部组织。然后是冲头开始向前移动,开始移动的加速度会产生向前的波浪,如果冲头速度追不上波浪,波浪在碰上浇口端的模面后回流,再碰上迎面而来的冲头,形成困气;如果冲头速度太快追过波浪,会造成翻浪卷气;只有当冲头和波浪保持速度一致直到浇口处,才可把压室内的空气完全排出。这个冲头速度和冲头直径/填充比率有关,简化的公式如下,即关键慢速CSS。
CSS(in/sec)=22.8 x (1-F) x√D (F=填充比率,D=冲头直径(inch))
因为在50%填充比率以下,波浪不稳定,此公式不太适用。同时,为了不要让波浪速度太高,最好能降低冲头启动的加速度。有些压铸机有2段一速排气,那可以在用较慢速度开始(如0.1m/s),到了高于50%填充比率才用CSS排气。总的来说,填充比率低,选用的冲头速度较高,反之则较低。
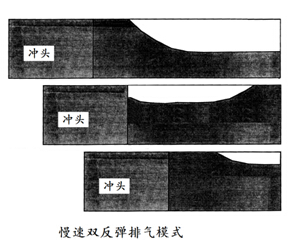
在很多情况下,由于机器的限制,冲头无法追上波浪,则波浪双反弹模式也是常用的方式(即波浪前进至浇口端反弹回流,遇上冲头再反弹,最后和冲头同步前进,把气推出),特别是在低填充比率的情况下。而要选择适当的速度,最好能用模流分析软件模拟一下冲头运动。
最理想的是在多段压射编程的压铸机,可以用慢加速模式提升至关键慢速,到达浇口后再切换高速。
二速切换位置:理想的切换位置应该是铝液前沿到达浇口位置。太早启动会令铝液在浇道卷气,有飞溅液过早进入型腔,导致铸件起皮和冷隔;也会在金属液进入型腔前,消耗太多能量,令实际充型动力减少。太迟则会延长充型时间,造成冷纹。切换位置也会影响充型的流动路径,用模流分析时改变切换点会看到不同的充型效果。
二速的设置:受浇口速度和机器性能的限制。要使生产稳定,冲头速度应设在机器最大功率的30-70%内。理想的浇口速度在30-50m/s 间, 正确选择冲头直径和浇口面积对二速设置非常重要。
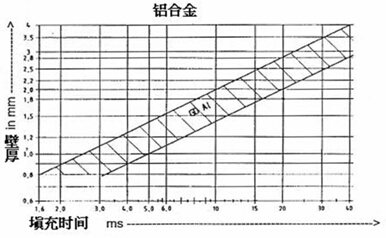
二速直接影响充型时间。理想的充型时间取决于工件壁厚,大小和质量要求。工件越薄越小,要求充型时间越短;表面光洁度要求高,充型时间短;内部致密度要求高,充型时间长。充型时间要在合理的合金和模具温度范围(铝料650-690C,模温250-300C),温度偏高,充型时间可以偏长。可参考下图。
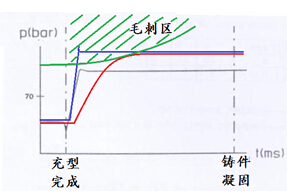
增压时间:是增压延迟和建压时间的总和。增压延迟越短越好;这样就可以在浇口凝固前把压力传递到型腔内;如果压铸机的射料和增压蓄能器的油路独立性低,使用太高的二速会影响增压延迟时间。建压时间太快会产生披锋,像附图的蓝色增压曲线;黑色曲线虽然不产生毛刺,但增压力较低;较理想的红色曲线不产生披锋,又提高增压力。压力曲线的形态和压铸机的压射系统有很大关系,如外置监测有背压控制的压射系统,需要两个压力监测点,压铸机厂家提供公式计算差压,才能生成可读性高的压力曲线。
理想的压射参数是:
- 给汤快而平稳,静止时间不能太长,约1秒;
- 在一速排气过程不会引起涌浪或翻波,在冲头快到达浇口时,把压室内空气推入型腔。时间长了会导致料筒内的铝液凝固物增加;
- 二速切换位置刚好在浇口附近,不会令充型时间过长,或前沿液过早进入型腔,而且二速全程保持动力;
- 适当的二速使充型时间配合铸件质量要求,尽量避免高速产生的披锋;适当位置的排气块和渣包可以缓和冲击,减少披锋;
- 增压延迟时间越短越好,这样就可以在浇口凝固前把压力传递到型腔内的;
- 最后,适当的建压时间让铸件在凝固过程保持压力进行补缩,而又不产生披锋。
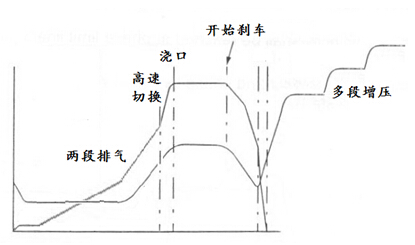
多段压射:新型压铸机提供多段压射编程,对复杂的工件,有更大的灵活性。譬如针对压射室的变速排气,浇道的多段排气,模腔内的充型变化,还有末端的多级刹车。增压时也可以渐进加压,减少披锋。一速匀加速或变加速,可避免二次回浪发生,充型高速切换时引起的冲击,也可减少一速排气时间,提高效率。
计算压射参数
优化的压射参数必须与模具流道设计(如浇口面积)和机器性能,还要选择合适的冲头配合。因此,模具设计者是先于工艺员要考虑压射参数的人。首先他要了解铸件的复杂性和质量要求,估算流量要求,需要的机板大小,利用选定压铸机的性能数据,和模具浇口面积,演算出选合适的机型,可利用DCcalc计算软件评估合适机型。要把生产控制在稳定的范围,冲头速度最好选在30-70%范围。
DCcalc压铸计算软件
阅读压射曲线
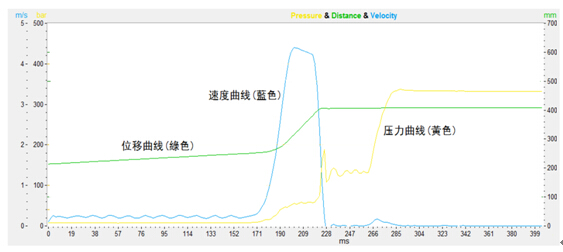
现代生产的压铸机都可配置压射曲线显示,大部份显示以时间为横座标,描出3 条曲线(冲头位移/速度/压力),也有先以位移为横座标,描出2条曲线(速度/压力),位移停止后压力曲线以时间为横座标。压铸机自带的曲线一般都做了数值平均化或波峰消除,如用外挂监测仪器,可以采集较客观准确的数据,是将压铸参数数据化的重要一步。
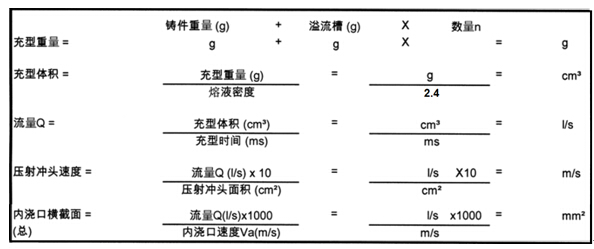
我们以常见的三曲线为例,需要的基本公式包括:
液态体积=重量/液态比重
冲头面积=3.14* 冲头半径平方
浇口速度=
沖头速度x冲头面积/浇口面积
填充行程=
(工件+渣包)体积/沖头面积
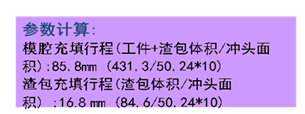
操作计算如下:
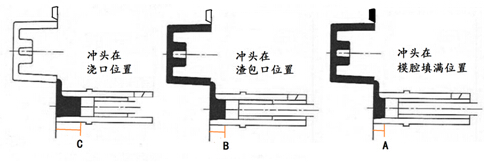
利用工件加渣包重量,计算出充型体积;除以冲头面积,然后计算出渣包口至模腔填满行程(B-A)和浇口至模腔填满行程(C-A)。
曲线上找出型腔填满位置,利用以上计算,画出渣包口位置和浇口位置。
以下为一实例:
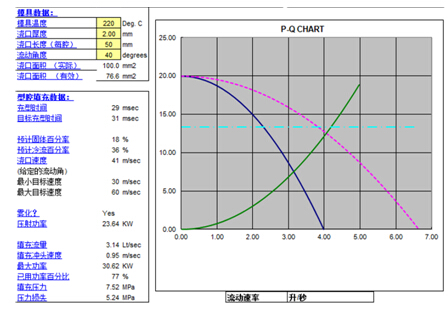
首先要收集以下资料:
(工件+渣包)重:1035gm(431.3cc)
渣包重: 203gm(84.6cc),
内浇口面积:2.65cm^2
冲头直径:80mm (面积:50.24cm^2)
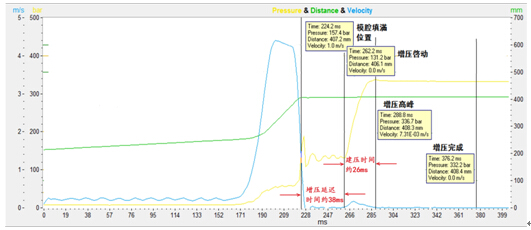
从曲线上判断模腔填滿位置为407.2mm,故
渣包口的冲头位置:390.4mm(407.2-16.8)
浇口的冲头位置:321.4mm(407.2-85.8)
同时从曲线归纳出以下压射参数:
-平均一速0.22m/s
-平均二速4.3m/s
-二速切换点在浇口位
置前66mm启动
-充型时间26ms
-增压延迟时间38ms
-建压时间26ms
曲线解读及总结
。一速有少许波动,可能是冲头润滑问题
。由于选用4米以上的高速射料,考虑机器的加速性能,需要提前启动快压射。加速度越慢,提前越早;二速越高,
提前越早。这里是提早了在浇口位置66mm前,用了26.6毫秒。而从曲线观察,冲头到达浇口后速度即下降,表示
启动位置偏早。不过二速在充型階段的下降很小,证明切换点接近理想。
。由于平均二速达4.3m/s, 以冲头/浇口面积比为19 (50.24/2.65),平均浇口速度达81.7m/s,大大超出了标准范
围,影响模具寿命。
。铸件表面要求不高,35ms已可满足要求,可以降低高速值。
。充型完成时有明显峰压,最好放大渣包或排气口,降低峰压。
。总增压时间共64ms。增压后,冲头位移只有2.3mm,增压效果不明显。
。增压延迟时间较长,可能是二速太高导致的,应调低二速。
切换位置的影响
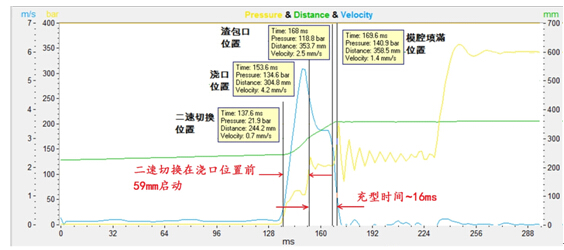
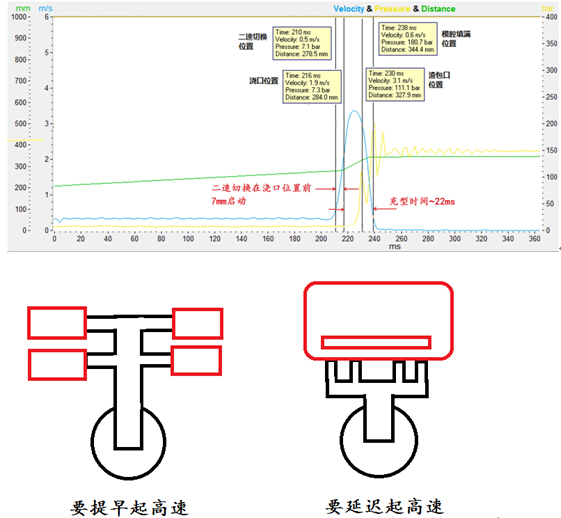
另付上两个观察速度曲线的案例,第一个是二速切换点偏早,冲头速度在到达浇口前打至5米以上,但在走至浇口即快速下降至3米,这种在浇道切换的设置,容易在浇道卷气,还会令部分铝液过早进入型腔并先凝固,不能和随后进入的铝液完全熔合,容易导致起皮等缺陷。这种设置适合用于多腔或多浇道设计,而且注意浇道要强调錐形设计,避免在浇道卷气太多。
另一个案例是二速切换偏迟的,即冲头速度在过了浇口后才达到高峰。这种设置会延长充型时间,适合浇口位置高度接近的设计,或较厚的工件。如果近浇口有易受冲击的型芯,推迟切换位置会更好。
给汤量的变化
料饼是用来增压时补缩型腔的。如果料饼太薄,会太快凝固,增压补缩消失,料饼太厚又增加余料,凝固时间太长。因此厚铸件用厚料饼,薄铸件用薄料饼,一般厚度在15-30mm。
给汤量的变化直接影响压射参数稳定性。给汤量影响料饼厚度,同时影响模腔填满的冲头位置。以80mm冲头为例,60克铝液的误差已令位置偏移5mm;如果额定给汤量是3kg, 60克是2%。偏差越大,速度曲线变化越大。如果是10kg的铸件,用120mm冲头,只要1.4%的误差(即136克),位置就可以偏移5mm。对于多段压射或实时控制,不稳定的给汤量会使令实时控制失去效用。购买实时控制压铸机,要特别留意给汤机的精度和稳定性。
外置式压射监视器
德国emtec压射检测仪是工业用的手提式仪器,抗污耐热,体积只有280x180x105mm。压力传感器安装在压射油缸的油表接口,数码磁条贴在冲头跟踪棒上,位移传感器采集磁条信号并计算移动速度。可以提供每模的一速,二速,二速切换点,充型时间,料饼厚度,增压延迟时间,建压时间,峰压等22种数据。关键参数可以设置警报值,发出数码信号给压铸机或警报灯。每模数据可以图形/文字码存储,并可下载至微机的专用软件,在视窗系统下浏览和分析数据,包括个别参数的统计分析。
DC200压射监视器
位移传感器和磁条 压铸车间的监视器
压射监视器的应用
压射监视器除了可以优化压射参数外,还可用来评估压铸机性能,数据采集分析,特殊的监视器还可以监测实际的模腔压力和顶出力。
评估压铸机性能
包括压射参数稳定性(阀门打开的重复性),参数的相互影响性(高二速会否影响增压延迟),
,空压射速度(包括加速度,影响二速切换提前时间),建压时间(增压阀反应时间),参数调控性(特别是手调阀,打开比例和实际流量的非线性关系)等。
数据采集
利用专用软件,可以储存和浏览大量图形,好像检视夜班生产情况。另外,参考曲线的存取更可以节省以后的调机时间。个别参数的变化趋势也可以用统计工艺分析表达,分析缺陷原因。
特殊压射监视器
标准的压力数据是采集油缸压力,不过这里的数据无法反映真实的冲头压力(油缸泄漏,传递损耗)或模腔压力,更重要的是模腔压力的检测。模腔压力变化反映铸件的凝固状态,譬如:
- 浇口凝固会切断增压时段压力传递至模腔,令增压失效。
- 离浇口较远的模腔压力比离浇口较近的低,容易产生缩孔,或
需要增压銷。
监测模腔压力需要在模腔直接安装耐高温压力传感器,或安装在顶杆位置(比较耐用和便宜,但准确度降低和位置局限)。 安装于顶杆的压力传感器
配合热电偶或红外测温,可进一步了解模温和铸件凝固的关系。
监测模腔压力可以:
- 显示型腔真实压力和整个过程的压力变化
- 没有油缸压力所见的波动
- 测量和比较不同型腔位置的压力
如果传感器放在顶杆位置,还可以:
- 评估顶出力分佈平衡
- 量化模腔情况(如热裂,粘模)
- 侦察喷涂情况。
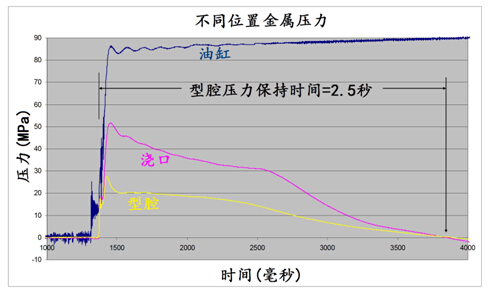
从附上的模腔压力曲线图,除了传统的数据如模腔填充时间(约60毫秒),建压时间(约75毫秒)外,还可以观察到以下讯息:
- 在充型刚完成时,浇口和型腔压
力相诺。
- 油缸增压力是85Mpa,近浇口最
高压力是51MPa,型腔压力最高
压力是28MPa。型腔增压力远低
于油缸增压力。
- 型腔保压时间=2.5秒。
这些讯息对于评估型腔凝固非常重要。当浇口压力降至0,代表已凝固。如果型腔保持时间短而铸件较厚,缩孔会增加,要维持增压效果,必须提高型腔保压时间。
总结
阅读压射曲线是认识压射参数的基本条件,这不单是工艺师的责任,模具设计师也需要认识。压铸厂必须重视对这方面的培训,才可以提升整体压铸水平。




















 27.35万
27.35万








































