文:李耀南
宁夏大学 机械工程学院
摘 要:以发动机前油封零件为例,对其压铸难点进行了深入剖析,详细阐述了金属熔炼、压铸、机加工、清洗以及密封性检测等工序的控制要点。 实际应用表明:严格控制各工序,能有效降低返工率,提高铸件品质,具有直接的经济效益。
关键词:发动机; 工序控制; 压铸
近几年,汽车行业发展迅速,其零部件如变速箱壳体、座椅支架等频繁升级。 本文以发动机前油封部件为研究对象, 深入探究其压铸生产过程中的工序控制要点; 对汽车铝合金零部件的压铸生产具有重要的参考价值。
1 压铸难点剖析
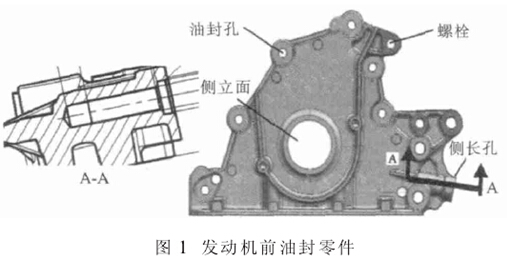
发动机前油封铸件如图 1 所示。 外部尺寸为长220mm×宽 180mm×厚 40 mm, 材质选取为 Al-7Si-4Cu。 铸件的平均壁厚 4 mm,其成品质量约为 1.0kg。该工件的铸造难点为: ①要求铸件内部孔隙率≤4%,在加工表面最多允许一个直径≤1.0mm 的气孔。②要求油封孔尺寸精度 准42+0.040mm,确保其油封装配良好,严格控制漏油量。③与发动机机油相接处的表面杂质≤5.0mg,其颗粒直径≤1.0mm。 ④在0.05MPa 气压环境下,允许泄露量≤6.0 mL/min。
2 工艺流程
结合该铝合金铸件特征及其品质要求, 确定工艺流程依次为:① 原材料 Al-7Si-4Cu 熔炼 ;② 压铸;③去除浇口、清理毛刺、抛丸;④机加工;⑤清洗、密封性检测;⑥包装。 其中工序①~③、⑤是确保铸件品质的关键,需要严格控制。
3 工序控制
3.1 熔炼
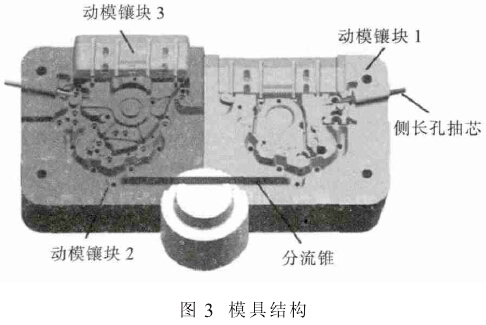
铝合金材质为 Al-7Si-4Cu,其主要成分见表 1,力学性能见表 2。 该铝合金材料的固、液相线温度依次为 585、615℃。 为了确保材料的成分与力学性能满足要求,采用 800kg/h 的铝熔化炉。 其回炉料与原材料之间的配比为(25~35):(75~65)。采用 0.25~0.35MPa 的氮气实现合金精炼 , 出炉温度选取为(750±15)℃。
3.2 压铸
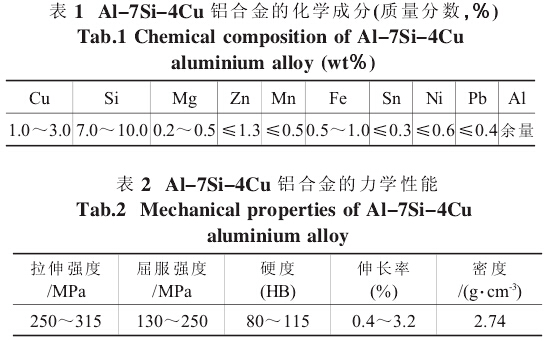
(1) 压铸机的选取及模具布局。 单件铸件的投影面积约为 350cm
2,采用一模两件;其铸件总投影面积约为 900cm
2。 压射比压选取为 75 MPa,模具锁模力设置为 7500kN; 初步确定选用 9000kN 压铸机。 铸件布局如图 2 所示。
以工业机械手完成自动取件,连续生产过程中,保温炉内的铝合金液温度、 模具温度分别控制在(660±20)、(205±15)℃区间 ,料柄厚度控制在(25±4)mm 范围。
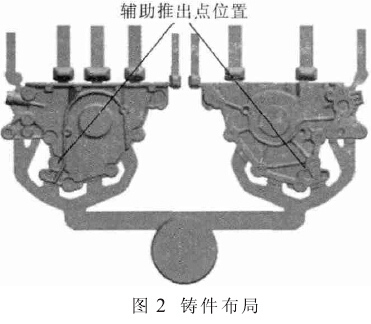
(2) 模具设计。 模具设计时,溢流槽、浇道等尽量设置在动模腔内,有利于提升动模包紧力。 静模内部新增了液压推出机构,其辅助推出点部位,见图2。 为了节约生产成本,压铸模采用镶拼结构,见图3。 动模镶块由三部分构成,该种结构缩减了模具厚度约 80mm,动、静模质量分别缩减了 158、95kg;节约成本约 3 万元。
针对局部热节部位 (如图 1 中侧长孔的圆柱区域)需进行特殊处理,避免因热量的高度集中而形成缩松。 这里采用螺纹底孔抽芯方法来解决热节部位的铸造缺陷(见图 1 中 A-A)。 虽然这样将使模具结构较为复杂,然而其铸件品质提升显著。
3.3 机加工
前油封工件需进行四道机加工工序:①平面及油封孔加工;②油封孔面加工;③侧立面及螺纹加工;④侧长芯孔加工,等。
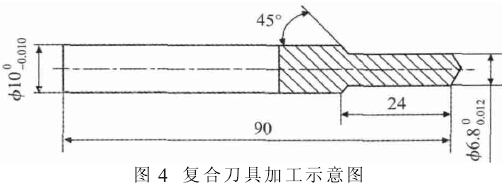
由于机加工工序较为复杂, 共需 14 支加工刀具。为了缩短加工周期,尽量采用复合刀具。图 4 中,45°的倒角与 准6.8 mm 的孔可共用一支复合刀具实现(倒角与打孔)加工。 而针对图 1 中最重要的油封孔需要两步完成:第 1 刀进行单边余量为 0.1mm 的加工;第二刀进行铰孔,从而符合 准42+0.0400mm 的精度需要;其中,机床主轴转速 1000r/min,进给量选取为 250mm/min。 前油封工件平面加工选用金刚石铣刀实现,其主轴转速选取为 2500 r/min,切削进给量选取为 1500mm/min。
根据以往经验, 工件夹具常会发生较为明显的形变;严重时在夹具表面出现了铁锈现象,降低了工件加工精度。 因而在机加工完成之后,需对夹具进行去应力与表面发蓝处理。
3.4 清洗
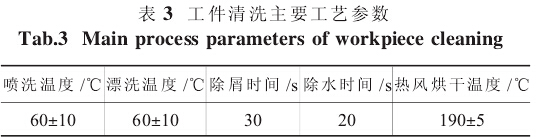
依照 VW01134 标准, 汽车发动机前油封零件与发动机机油相接处的表面杂质≤5.0mg, 其颗粒直径≤1.0mm。该工件清洗工序采用 MX2055 清洗机,并配有MD-82AL 清洗剂完成。 工件清洗工序较为复杂,大致流程为:手动上件;喷洗、除屑、漂洗;除水、热风烘干;手动下件。 主要工艺参数如表 3 所示。
3.5 密封性检测
工件密封性指标要求:在 0.05MPa气压下, 汽车发动机前油封件允许泄露量≤6.0mL/min。 工件密封性检测台不仅需要能准确识别产品合格与否,同时还需注意以下三点:①为了产品能进行自动化批量生产, 要求其检测周期≤45 s/件;②对于检测不合格产品,及时蜂鸣并伴有指示灯显示,提示技术人员判定废品。 ③对于检测合格的产品,需自动进行标识;若为多工位生产,产品合格标识需能对其所属工位进行辨识,便于事后发生质量问题时的责任追溯。
4 结论
根据发动机前油封零件特殊的工作环境, 对其铸件品质提出了较为严格的要求。 需对铸件生产工序:原材料的熔炼、压铸、机加工、清洗、密封性检测等进行重点控制。 该工序控制技术具有一定的普适性,可用于其他汽车铝合金零部件的压铸生产,值得大范围推广应用。

















 27.35万
27.35万








































