文:陈 宇 重庆隆鑫压铸有限公司
摘 要:2P77 箱盖的质量在生产过程中一直没有达到理想的合格率,对此公司组织了相关的技术人员对此产品的模具和工艺进行了优化,通过不断的改进和验证,该产品的质量得到了很大的改善,达到了主机厂的要求。
关键词:2P77 箱盖;模具;工艺
1 箱盖的情况概述
本文研究的零件为通机铝合金箱盖,该零件的外形尺寸较大,形状复杂,壁厚较大,要求较高,零件内部不允许有气孔、缩孔、疏松(气密性测试在 0.2Mpa 压力下无漏气现象),外观表面抛丸后无起层等缺陷。由于产品的结构比较复杂,同时有些部位壁厚较厚,压铸时容易产生气孔和缩孔,初期时此产品的合格率仅为 30%左右。产品的结构如图 1 所示,缺陷情况如图 2 所示。
2 2P77 箱盖缺陷分析及质量改进
箱盖的主要缺陷是在气密性测试后在一些机加孔位置出现漏气现象,经过 X-射线探伤机探伤发现箱盖内部存在大量的气缩孔和气孔,再在发现有气缩孔的位置进行解刨就能发现大量的缺陷。
2.1 箱盖失效的形式
(1)气缩孔:压铸件在冷凝过程中,由于内部补偿不足所造成的形状不规则,表面较粗糙的空洞。
(2)气孔:又名空气孔、气眼,压室、浇道和型腔内的气体卷入压铸件内部所形成的形状较为规则、表面较为光滑的空洞。
2.2 箱盖产生的缺陷分布
箱盖产生的缺陷分布如图 3 所示:
3 出现大量气孔和气缩孔的原因
经分析,箱盖在厚大部位和深腔部位出现气缩孔和气孔的原因如下:
3.1 压铸设备选择不合理
在开发此款箱盖模具的时候,设计人员没有充分考虑到此产品是结构复杂,壁厚较厚等情况,同时我们在生产的过程中就凭着经验就选择了 800T 的压机进行生产,结果在压铸过程中出现跑水严重等情况。对此情况,我们技术员对产品的所需的压机进行了核算。
压机的选择通过对三维图形测试铸件垂直于分型面的投影面积:642cm2,滑块在分型面上的投影面积:289cm2。浇注系统、排溢系统垂直于分型面的投影面积:ΣF 浇排= F 件×(30%~50%)= 642cm2×30%=192.6cm2总面积:ΣF= F 件+ΣF 浇排+F 滑=1123.6 cm2P 锁模力≥ Q 胀型力=∑F × P 比 × k由于此产品是厚壁件(平均壁厚 7.2mm)所以选择 P 比=80Mpa,为了防止锁模力不够出现跑水现象,所以选择安全系数 K=1.2,则:P 锁模力≥1123.6×80×1.2=10786KN根据计算结果:选择 1000 ~ 1100T 压铸机为宜根据车间设备的现状决定选用 1000T 压铸机生产 2P77 箱盖。
3.2 模具的改进
通过分析产品结构,发现产品一些部位存在较大的壁厚不均匀的现象,这样就会出现在壁厚过大的地方出现热节,在压铸件压射结束冷却的过程中就会在热节部位出现气缩孔,具体的厚大部位如图 4 所示:
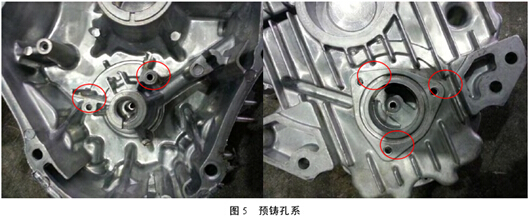
解决措施:因为这些厚大部位都需要机加成孔,所以更改动静模具,将要机加的孔做成预铸孔,更改后的产品图如图 5 所示:
探伤时发现大量的气缩孔和气孔,机加后会出现严重的漏气现象在经过 X 射线探伤发现,产品在某些部位存在大量的气孔,经过模流分析发现,高温铝液在充填型腔过程中,在进浇端是平稳填充,但是在铝液通过位置1后就会出现铝液相互接触形成湍流卷气。结构如图 6 所示:
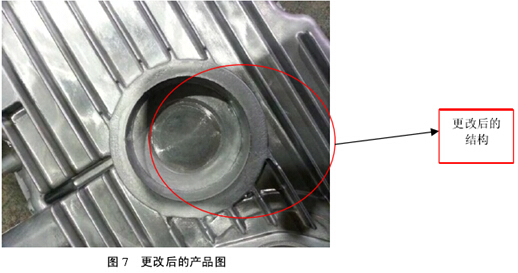
图 6 大量气孔出现位置厚大部位,容易出现气缩孔的位置解决措施:为了防止在位置 1 处出现湍流,需要铝液顺序填充,所以更改了位置2处的结构,将位置 2 处的通孔更改为一个 4mm 后的铝液通道,这样做增加了机加的工序和时间,但是通过模流分析能达到顺序填充的目的,同时为位置 1处厚大部位提供了补缩通道,更改后的产品图如图 7 所示:
3.3 工艺的优化
在新压机的生产过程中,也对产品的整个工艺进行了优化,优化后的工艺参数:铝液浇注温度 640~660℃,连续生产的模温 200~240℃,慢压速度 0.2m/s,快压射速度 4.1m/s,料柄厚度28mm,增压压力 32~34Mpa,其他工艺参数与之前的数据保持不变。
4 结论
通过对压机的确定,模具的优化,工艺的调整,铸件的一次合格率达到了 95%以上,成功的为通机事业部提供了 2P77 箱盖。在车间,用类似的方法,对其他结构复杂的产品进行改善,也达到了预期的目的,极大的为公司降低了成本,同时也提高了技术人员的分析问题的能力。



















 27.35万
27.35万








































