文:北京机电研究所吕东显
摘要: 研究了固溶温度、固溶时间对真空高压压铸 YL113 合金缸体组织、性能和表面质量的影响。结果表明: 对于 YL113 铝合金真空压铸件,在固溶时间15 min 下固溶温度超过505 ℃时,以及在固溶温度490 ℃下固溶处理超过20 min 时,压铸件内部组织易产生裂纹,铸件表面会出现鼓泡。对于 YL113 铝合金真空压铸件,高温短时固溶处理( 固溶温度490 ℃,固溶时间15 min) 可显著提高基体的显微硬度,可使基体的显微硬度比铸态下的提高 51%,这主要归因于第二相的溶解和共晶 Si 相的显著粒化。
关键词: 压铸; 缸体; YL113 合金; 固溶处理
随着全球经济的发展,能源消耗显著增加,环境污染日趋严重。现代汽车节能降耗要求不断高涨,安全和环保法规日趋严格,汽车轻量化的要求更为迫切。当前 Al-Si-Cu-Mg 合金以其高的比强度、良好的耐腐蚀性、成型性以及回收率高等优点广泛应用于汽车铝合金压铸件,如国内的 YL112、YL113,日本的 ADC12、ADC10,以及美国的 A380 等。
汽车发动机缸体一般采用砂型铸造、重力铸造、低压铸造或高压压铸。高压压铸工艺生产率高、生产规模大,质量好。但是高压铸造在铸造诸如汽车离合器壳体、齿轮箱、发动机缸体、轿车底盘的悬挂系统零件等部件时,由于压射过程中的高压高速,容易在成型过程中造成卷气,逐渐内部形成气孔等缺陷,减少了有效负载面积和铸件的致密度,且高温热处理时铸件表面会发生鼓泡,铸件尺寸会发生宏观形变。因此高压压铸件一般不进行热处理,尤其是高温固溶处理。但是随着现代汽车燃油经济性的提高,功率密度的增加,对铝合金发动机力学性能提出了更高的要求。
为了减少铸件中的孔隙和气体,高性能高压压铸铝铸件通常采用真空系统。然而在许多情况下,孔隙结构和气体的残留水平仍过高,仍然不允许热处理。本文针对真空高压压铸 YL113 铝合金缸体,研究了高温短时固溶处理对其组织和性能的影响,对高性能真空压铸铝合金铸件的热处理工艺进行了有益探索。
1 材料与方法
本文采用 YL113 铝合金进行真空高压压铸铸造发动机缸体,化学成分( 质量分数,%) 为: 11.4Si、2.0Cu、0.18Mg、0.25Mn、0.05Ni、0.97Zn、0.03Ti,余量Al。缸体压铸条件为浇注温度 680 ℃ ,模具预热温度240 ℃ ,压射速度 4.5 m / s,压射比压 80 MPa。固溶处理试样从缸体壁上同一区域采用线切割方法截取,试样尺寸为 15 mm ×15 mm ×6 mm。固溶处理试验采用 5 kW 井式电阻炉,固溶处理前,井式电阻炉在固溶温度下保温 8 h,待炉膛温度均匀后再将试样放入进行固溶处理。固溶处理工艺见表1。固溶后采用水淬( 室温) 。显微镜观察不同状态下的显微组织,组织腐蚀剂采用 0.5% ( 体积分数) HF。采用显微硬度计测试基体显微硬度,试验所用载荷为 100 g,保载时间为 15 s,硬度测试试样采用金相试样,每个状态基体硬度值均为至少 5 个测点的平均值。
2结果与分析
2. 1 固溶处理对基体硬度的影响
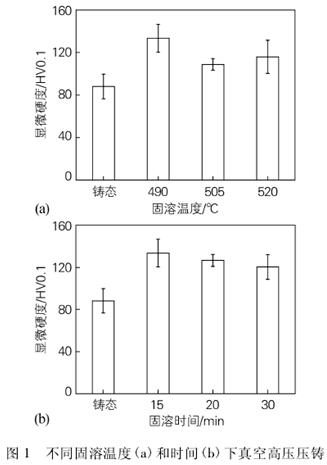
图 1 为不同固溶处理工艺下真空高压压铸 YL113合金缸体铸件基体的显微硬度。由图 1( a) 可以看出,经不同高温固溶温度固溶处理 15 min 后,YL113 合金基体 α( Al)
的显微硬度均高于铸态时基体 α( Al) 的硬度( 88.2 HV0.1) ,其中490 ℃固溶15 min 显微硬度最高( 133.5 HV0.1) ,比铸态时显微硬度提高了51.3%。图 1( b) 为 490 ℃下不同固溶时间对高压压铸 YL113合金缸体铸件基体显微硬度的影响。由图 1( b) 可以看出,经490 ℃固溶处理不同时间后,基体 α( Al) 显微硬度均高于铸态时的显微硬度。但固溶时间超过15 min时,随着固溶时间的延长,基体 α( Al) 的显微硬度逐渐下降。
2.2 固溶处理对压铸件表面质量的影响
图 2 不同固溶处理工艺下高压压铸 YL113 合金缸体铸件的表面鼓泡情况。由图 2 可以看出,在相同固溶处理时间( 15 min) 下,固溶温度 505 ℃时出现少量鼓泡,520 ℃固溶处理 15 min 有较多鼓泡。在相同固溶温度 490 ℃下,固溶 20 min 时无鼓泡现象。固溶30 min 时,样品表面有少量鼓泡。
2.3 固溶处理对 YL113 合金缸体铸件显微组织的影响
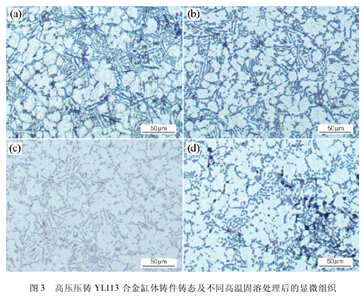
图 3 为不同固溶温度下固溶处理 15 min 高压压铸 YL113 合金缸体铸件的显微组织以及铸态组织。由图3(a) 可以看出,高压压铸 YL113 合金铸态组织主要由共晶 Si 相和 α( Al) 组成,细小的颗粒状 Al2Cu 相分布在晶界上,有少量粗大的块状 Al2Cu 相。在490℃下固溶 15 min,原针状共晶 Si 经历了扩散→颈缩→熔断→粒化( 球化) 过程( 图 3( b) ) 。505 ℃下固溶处理 15 min,粒状共晶 Si 数量增多,但距离较近的细小的粒状的 Al2Cu 相开始聚集长大( 图 3 ( c) ) 。520 ℃共晶 Si 基本上粒化完毕,但共晶区出现较多气孔,这些气孔往往连在一起形成裂纹。这些区域往往 Al2Cu相也多,且可以看出原细小颗粒的 Al2Cu 相聚集长大在一起( 图 3( d) ) 。一般来说,固溶温度越高,合金元素扩散速度越快,可以有效缩短固溶时间,减小能源消耗和组织粗化。而且,温度越高,合金元素溶解度越大,可以最大限度地提高中间相溶入基体的量,使得时效析出效果最大化。然而,根据 DSC 分析,某中间合金相在 502.7 ℃开始吸热熔化成液相。因此,在低熔点相未充分溶解时,采用高温固溶处理( 520 ℃) ,部分低熔点相熔化,产生过烧,这是 YL113 合金在高于490 ℃ 固溶下基体显微硬度下降的主要原因。
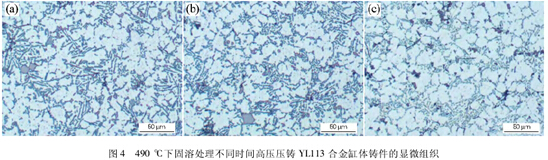
图 4 为 490 ℃ 下固溶处理不同时间高压压铸YL113 合金缸体铸件的显微组织。由图 4 可以看出,在 490 ℃固溶处理20 min 时,共晶 Si 已大部分明显熔断、粒化,固溶处理 30 min 时,共晶 Si 基本上全部粒化,但是固溶处理 30 min 的组织中出现了较多裂纹,主要是气孔在固溶处理过程中膨胀引起裂纹。因此固溶处理时间越长,强化溶质元素固溶越充分,但压铸件表面易鼓泡,且内部组织易产生裂纹,晶粒易长大,这是对于真空压铸 YL113 铝合金铸件在 490 ℃ 下固溶时间超过 15 min 后硬度下降的主要原因。
3 结论
1) 对于高压压铸 YL113 合金缸体铸件,高温短时固溶处理可使第二相溶解以及针片状的共晶 Si 相显著粒化,从而显著提高基体的显微硬度,490 ℃下固溶15 min 可使基体的显微硬度比铸态下的提高 51% 。
2) 对于该缸体铸件,固溶温度不能超过 505 ℃ 。虽然固溶温度越高,固溶时间越短,合金元素溶解度越大,可以最大限度地提高中间相溶入基体的量,使得时效析出效果最大化,但内部组织易产生裂纹且表面易鼓泡,晶粒易长大。
3) 对于该缸体铸件,490 ℃ 下固溶处理不能超过20 min。虽然固溶处理时间越长,强化溶质元素固溶越充分,但压铸件表面易鼓泡,且内部组织易产生裂纹。


















 24.46万
24.46万





































